
基于ARM与DSP的嵌入式运动控制器设计
嵌入式运动控制系统系统进行加工的过程实际上就是从ARM上位机传输数据到MCX314As下位机的过程。其控制流程如下:
本文引用地址:http://www.amcfsurvey.com/article/93421.htm(1)加工程序运行开始,首先对MCX314As芯片进行初始化。对MCX314As芯片进行设置初始速度、加速度、减加速度、加速度变化率、正转反转方式、逻辑位置计数器清零、实际位置计数器清零等。
(2)选择需要进行加工的轴,MCX314As芯片有X、Y、Z、U四个轴,都有着相同的功能能力,能实现四轴三联动。
(3)设置所选轴模式和运行参数,包括直线定速模式、单步插补输出模式和中断请求。
(4)初始化位置计数器,即将数据库中的行号写入此计数器进行减法计算,每处理完一行数据进行减一处理。
(5)进行命令和数据传输,发出数据后对状态寄存器进行检查,加工完一段后发出信号然后再发送下一组数据,一直到加工完成为止。在加工过程中一旦出现中断,首先读取各寄存器数据进行保存,等待恢复加工后再读写出来。整个数据库文件输出结束后,保存运行系统完成后的数据信息和系统所处的状态信息,以备下个零件加工,由此加工结束。
运动控制器在XY两轴数控伺服工作台中的应用
XY两轴工作台是采用滚珠丝杆和滚动导轨传动的十字工作台(X、Y两轴垂直)。X、Y两轴两端各有1个限位开关。采用松下交流伺服电机(型号MSMA022A1C,功率200W,额定转速3000r/min,额定转矩0.64Nm)驱动工作台运动,电机驱动器采用松下伺服驱动器MSDA023A1A。采用光电编码器作为位置反馈器件(伺服电机同轴安装11线2500P/r增量编码器)[3]
图2是该平台的X轴驱动原理图[1],Y轴驱动与X轴驱动电路相同。图中M为伺服电机,EC是编码器。将伺服驱动器的“控制模式”设置为“位置控制”,把指令脉冲设置为CW/CCW方式。S3C2410按流程图操作MCX314As,设置相应的运动参数,写入功能命令,即可完成对平台的运动轨迹控制。
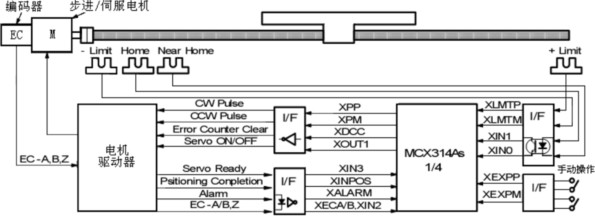
图2 单轴信号驱动系统的接口示意框图

伺服电机相关文章:伺服电机工作原理




评论