
基于台达机电产品的针刺无纺布生产线集成应用
摘 要:本文主要论述台达机电产品在针刺型无纺布生产线上的系统集成应用原理。项目展示了同构平台机电自动化产品的系统集成优势。
本文引用地址:http://www.amcfsurvey.com/article/88057.htm1 引言
无纺布在发达国家的日常生活和工业生产甚至土建工程和医疗卫生中有广泛的用途。自从1990年开始,中国通过引进欧洲光、机、电、气、液全自动化成套生产线设备,有了现代意义上的无纺布生产能力。根据机电工程的理念,现代无纺布是典型的高新自动化设备密集型产业。例如某上市公司自1990年开始全厂5条引进欧洲自动化生产线的PLC达到60余台套共计3700多I/O点;变频器达到120多台,永磁同步交流调速自冷密封电机在一套梳理机机组的集成直轴伺服传动达到23台,具有世界先进水平。5条线万吨年产能单班生产员工仅40人,拥有亚洲最先进的水刺型无纺布研发与生产能力。
无纺布的纺织工程学名叫做非织造布。非织造布工艺完全不同于传统的纺纱——织布过程,非织造布的最大特点是不需要纺纱过程,它的“织布”过程更加类似于造纸工艺,非织造布通常是在一条生产线上直接实现从纤维到成布的连续加工过程。非织造布生产线“吃”进去的是纤维,“吐”出来的是布。参见图1针刺型无纺布工艺过程,定向或随机排列的纤维通过摩擦、抱合、粘合或这些方法的组合,而相互结合制成的水平缠结薄片、纤维网或絮垫,经过针刺机组在垂直布面方向缠结成布。因为没有传统意义的纺纱织布过程,所以叫做无纺布。
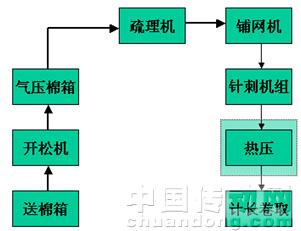
图1针刺型无纺布工艺过程
图1中的送棉箱,开松机和气压棉箱是将密实的纤维变成蓬松杂乱的纤维并送到梳理机入口,梳理机将纤维梳理成厚薄均匀的纤维网并送到铺网机,铺网机将送来的纤维网按照重量要求叠成多层的纤维网送往针刺机并由针刺机刺成相互结合制成的纤维薄片。无纺布生产线系统是一个看似各自独立、但却互相牵制的一个大系统,本文将以针刺机组为对象集成自动化针刺无纺布生产线。
2 台达机电简介
从最早第一台变频器面世,台达机电至今已经能为客户提供PLC控制器、温度控制器、计数器、人机界面、变频驱动器、伺服驱动器、数控系统等一系列产品,已经有能力向客户提供完善可靠的机电一体化解决方案。汕头三辉企业是一家以生产无纺布机械为主的企业,与中达电通已有多年合作,对台达产品给予了强力支持与高度信任,并取得了非常良好的效果。本文主要以三辉企业生产的针刺机组生产线为例,简要阐述台达机电产品的整合应用及其优点。
3 自动化系统集成规划
3.1 总体技术路线
(1)PLC的存储容量和处理速度。整条生产线而言,数据运算及逻辑运算量很大,16K容量远远不够,单台PLC的处理速度将会影响生产的稳定性。
(2)针刺生产线的布局和设备操作。各机台是分散的,集中一地操作会为生产带来不便,但假如分散操作,必须会带来人机与PLC间的距离问题及PLC与受控单元的布线问题。
(3)设备组合方式。通常一条完整的生产线用户会采购生产设备厂家性能或价格有优势的产品,或根据自身生产的产品采用不同的设备组合,故每条生产线组合可能完全不同。
综上所述,为满足方便安装,方便整线整合,提高系统性能,本系统按照单机设计、自由组合方式设计(见图2、图3),即是每台针刺机使用一台PLC、一台人机、每台针刺机提供联机接口,不同需求用户组成生产线时控制上只要将各机台连上控制总线即可,单机程式不须做修改,改动内容仅在总控制器部分。
台达的驱动器、控制器及人机界面等产品均带有RS485接口,采用通讯方式安装方便、价格低廉,故在规划整条生产线的控制方式时可以充分利用通讯的方便性。故可以拟出以下两种方式:图2方式,PLC与人机联线使用RS232,模拟量传递速度信号(考虑到通讯有实时性问题),变频器频率由PLC通讯给定,功能端子给定命令。图3方式,PLC与人机联线使用RS485, 模拟量传递速度信号,变频器频率由人机COM3通讯给定,功能端子给定命令。两者相比差异在于变频器控制源上。虽然效果一样,但图3方式远远增强了人机与PLC的通讯距离,亦即对本系统来说人机安放的范围将很宽,更适合生产线上分布安装,故将本系统按照图3设计。
如图3所示,本系统将使用到变频器,PLC和人机界面。按照机型体积和驱动能力,台达变频器分出多个系列产品,因VFD-B系列变频器支持矢量闭环控制,低频驱动能力强,而针刺机系统对速度稳定性要求较高,并且定位模式运行时要求低速大力矩,故本系统采用性价比较高的VFD-B。人机采用具有两个RS485的DOP-AE系列和PLC采用具有良好性价比的DVP-SA。
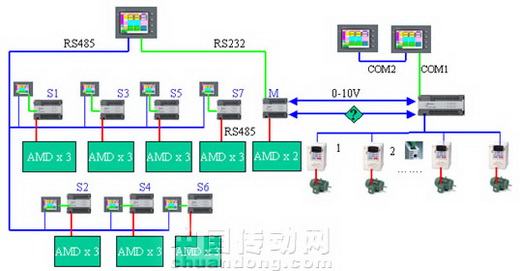
图2 人机与PLC连接采用RS232方式

图3 人机与PLC连接采用RS485方式
3.2人机界面设计
操作界面主要实现对针刺、进料、出料、剥网、托网及机台间通讯进行监控操作。单机界面设计分五部分:启动画面,主画面,参数设定画面,手动操作画面,配方画面和帮助画面。在设计用户界面之前,须根据控制方案设计模组参数相关内容,一是控制器选择和控制区设定:控制器使用DELTA CONTROLLER ASCII,控制区长度设为8;二是通讯方式和通讯口设定,DOP-AE提供一个RS232口和两个RS485口(或一个RS422口),设计时只要在模组参数设定的通讯项分别指定两个RS485口的指向和通讯格式即可。这两步完成才有下面的深入设计。

图5单机主画面
(1)主画面参见图5、图6。
单机主画面的功能在于用户能最直接了解到本地机器的运行状态、生产数据及生产线相邻设备的连接状况,故设计上主画面分三部分:数据及状态监控区;换页区;控制区。数据及状态监控区监控各工艺动作状态和运行数据,包括针刺次数、针刺时间、针刺密度、针刺频率、牵伸比和进料出料速度等,其中针刺时间和针刺次数在授权的情况下能清除当前值,在针刺时间或针刺次数到达设定值后系统将弹出换针提示;换页区完成各页面切换,用户可根据需要直接切换到相应页面进行操作;手动操作控制区控制油泵运行和控制针刺动作、入料、出料运行。在主画面按“运行“后,该画面油泵手动停止无效,系统将按照已设定的频率继续运行,运行状态下可实时调整针刺频率。在联动状态,针刺密度的修改将直接影响到进料和出料速度,但牵伸比将维持恒定。非联动状态,用户可以手动单独更改针刺频率和进出料速度(即牵伸比)。
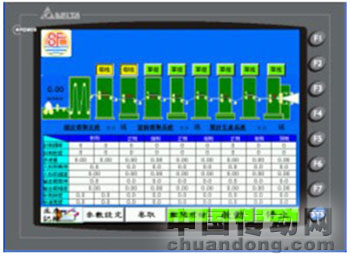
图6总屏主画面
整线主画面相对单机主画面的操作具有更高的优先级,一旦整线主画面将某一台加入到联动状态,则该机台本地操作将无效,直到解除。命令线上机台启停有两种方式,一是由整线主屏发出命令并将受命机台设为联机状态;另一种方式是将针刺线受命权交给前纺,针刺线处于待命状态,这种方式以握手方式执行,即针刺线准备完成后发出就绪信号,前纺收到信号后发出运行信号和速度信号,一旦就绪信号终止,针刺机组亦将停止。
(2)参数设定画面参见图7。出于数据的安全性及程序的兼容性考虑,参数设定界面列出了用户参数和厂家参数,因而参数设定需要等级密码验证进入,不同授权等级的用户仅可以修改授权范围内的参数。最高级用户可以随时修改各等级授权密码。

图7参数设定画面
(3)手动画面参见图8。手动操作目的用于调试,用户能任意对送料辊、出料辊、针刺、托网板、剥网板和油泵等进行任意操作,不再受其他条件约束。另外,通过手动操作,亦可以使用户通过试验寻找合适的生产参数。

图8手动画面
(4)配方画面参见图9。台达DOP系列提供配方功能,提供方便好用类似Excel的配方编辑器,让使用者可以轻松的编辑配方;并且在64K存储空间内可以同时输入多组的配方,一次下载多组配方。本系统在人机端利用内部存储器来切换,用户可以灵活从该画面调用经验配方、记录当前配方或写入生产配方。程序设计配方容量500组,每组包括针刺频率,针刺倍频,托网板位置,剥网板位置,入料速度。在整线联动状态,配方内容可以续台下载,亦可以通过上位机进行,在使用上位机下载配方时,由于下载成功后托网板托网板将会自动校位,生产线上各机台较为分散,出于安全考虑,设计上要求操作人员必须确认各机台状况允许才会下载数据。

图9a单机调用配方功能

图9b上位机调用配方功能
(5)帮助画面参见图10。由于人机界面是直接连接在控制器,故只要设计者将控制器信息表达在人机界面上,终端用户将可以了解到设备的各种运行信息,详细的向导将有助于使用者的维护。
本系统在帮助文件上划分为几部分:一是电气部分故障信息,包括PLC的状态信息,PLC采样到的变频器状态信息;二是机械部分信息,包括机械位置到位信息,液压系统信息。所有这些信息用户将在帮助画面得到较为完善的处理指引或为厂家电话服务提供有用的信息。

图10a故障排除指引
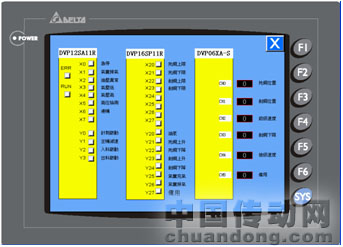
图10b PLC 状态监视
3.3人机宏程序规划与设计
参见图11,因为每台针刺机相对而言是独立工作的,人机的工作任务接受指令并处理、显示状态和数据信息,为变频器和主人机传递数据、保存用户数据。DOP系列人机提供了完善的宏处理指令,程序设计时可以根据需要对数据算术或逻辑处理,本系统中,总控制人机和各本地人机均使用CLOCK宏处理与变频器的交换信息,收集整线的警报信息和运行信息等。利用人机宏指令,减少了PLC与人机的不必要的通讯,更有效的分配了系统资源。
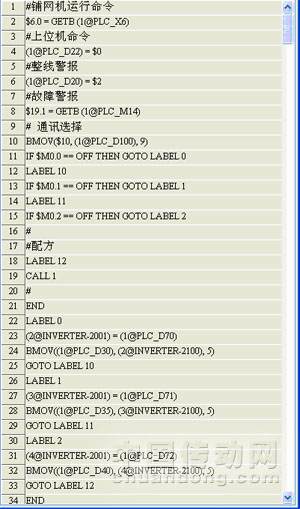
图11a本机人机CLOCK宏

图11b总控制人机CLOCK宏收集系统信息
4 PLC程序设计概要
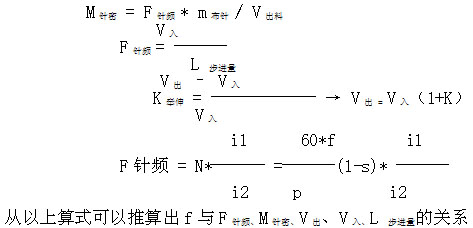
按照系统功能完成输入输出点规划后的工作就是程序设计。整条生产来讲,基本功能是快速处理速度信息并实现速度跟随,根据目前PLC的性能和已构建的硬件框架,可以使用总机集中分配信息,单机独立处理方式实现。单台针刺机而言,程序主要的工作变量有针刺密度(M针密)、针刺频率(F针频)、牵伸比(K)、入料速度(V入)、出料速度(V出料),托网位置(T)和剥网位置(B)。保护变量有针刺次数(C)、针刺时间(t)、托网位置上限(TSL)、托网位置下限(TXL)、托网位置上限(BSL)和剥网位置下限(BXL)。为了便于维护,程序结构上以主程序调用子程序形式编写,分为针刺运算子程序(P0),托网剥网运算子程序(P1),保护子程序(P2),数据上传子程序(P3)及动作执行子程序(P4)。主程序部分包含程序初始化、子程序调用和解读总控制器发出的指令解读信息包含当前机台是本地单机运行还是远端控制,接受并发出本地速度指令还是外部模拟量速度指令,速度信息经过本机台是否采用还是传递到下一机台等)。
针刺运算子程序(P0)根据用户输入或前级针刺机输出的速度变量执行运算,得出针刺机需要运行的针刺频率并转换为给变频器的给定频率f:
托网剥网运算子程序(P1)算法是根据固定的动程分别与采样值运算,得出托网位置(T)和剥网位置(B),T和B与限位值比较后给出判断结果并提示。在配方下载模式,子程序P1是将T/B分别与目标值比较并自动校准位置。
保护子程序(P2):采样或统计系统信息,对各状态作出是停机或是提示动作。
数据上传子程序(P3):收集并归类本地信息以供人机快速调用。
动作执行子程序(P4):输出处理结果。
5 结束语
异构自动化平台在大系统集成工程中的信息整合困难越来越成为现代制造工程的技术瓶颈。台达机电产品的在同一工程的同构化集成能力,无论是在企业建设阶段还是在投产后的长远发展阶段,都有显而易见的技术优势。伴随台达机电产品的丰富与发展,功能的不断提高,面对客户对整体服务的需求,产品拥有广阔长远的市场拓展空间。












评论