
如何改善机器振动的分析方法
工厂的机器都有正常的换班时间。由于停机换班会导致生产停顿,因此停机造成的损失可能会很大,但其实这些损失是可以避免的。目前很多工厂、发电厂、矿地及其他操作流程都加装了具有预防作用的维护系统,以改善机器的操作效率。
新一代具有预防作用的维护系统都采用电子诊断技术以监视可以显示机器操作状况的参数。以滚轧机为例来说,这类机器可能设有多个大型的电动马达及轴承,而每一马达及轴承都各有滚轴、液压泵以及多种不同液压传动装置。保护这类设备的预防性维护系统可能需要配备电子监控电路,才可测量滚轴的振动程度和温度、液压系统的液压、液体温度以及马达温度。
机器的转动部分会不时产生频率介于 50hz 至 10khz 之间的振动,我们可以测量机件的振动幅度,以便从中了解滚轴及其他转动部分的物理状态,这个监控过程一般称为振动分析。超声波分析可说是另一种的振动分析,但超声波分析涉及的频率范围则介于 15khz 至 40khz 之间,而这一频率范围属于高频区。由于机器的转动部分会出现磨损或损坏,以致所产生的频率与原先的不同,显示机件的物理状态与以前有异,因此我们只要通过频谱分析便可检测机件的转变情况。机件出现磨损,其振幅会扩大,而超声波噪音也会增加。只要有 12db 左右的增幅,便表示有关机器可能会随时出现故障。

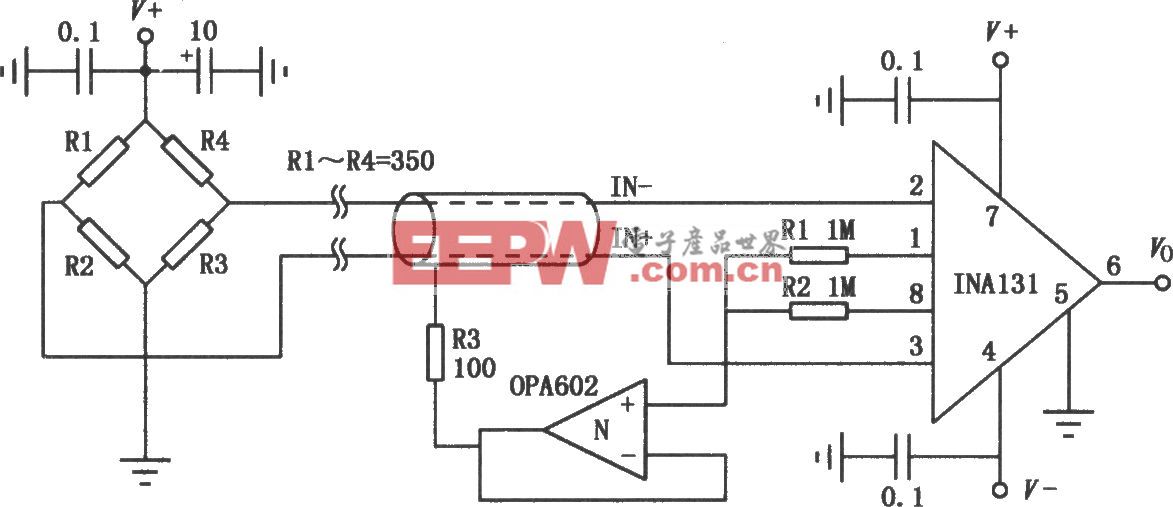
图 1:振动分析的信号链
这种监控方法的好处是,机件还未出现故障便可先行抢修。振动分析及超声波分析所需的设备很多时完全不同。最理想当然是有一套现成而又极具成本效益的仪器可以在整个频率范围内作出监控。图 1 所示的是振动及超声波分析的信号路径电路图。
压电传感器可以感测滚轴所产生的振动频率及超声波噪音。压电传感电路由 mosfet 晶体管为其提供内部缓冲,而驱动 mosfet 晶体管的电流则来自 a4 的恒流源,通过交流耦合在内部连接到滤波器。a1、a2 及 a3 放大器组成一 6极点低通滤波器并提供41.9db 的增益。取样率为 200khz 的 adc121s021 模拟/数字转换器负责将已放大及滤波的信号转为数字信号。微处理器的软件可以通过快速傅立叶变换 (fft) 取得有关信号频率及振幅的数据。图中所示电路的通带约为 40khz。图 2 则显示典型宽频带振动传感器的传递函数。

图 2:传感器的传递函数
传感器在 30hz 左右会开始滚降,其频率响应幅度相对较为平坦,直到升至 65khz 这个谐振频率,这时平坦响应才改变过来,在此之后频率响应便急速下跌。这一平坦频带的峰峰值振幅约为 32mvp-p,然后振幅会放大至 4vp-p。以下是增益数字:
4.096v
---------- = 128
0.032
我们最好采用 125 倍的增益,以便多留一点余量。以 40khz 这个最高信号频率为例来说,取样率便成为一个令人担忧的问题。为免高于尼斯奎特频率的混叠信号频率,我们必须将取样频率的一半加以滤波,然后将振幅抑制至模拟/数字转换器的 1 lsb 以下。以这个例子来说,我们所采用的是 12 位的模拟/数字转换器,其参考电压为 4.096v,将得到1mv 解析度,计算方法如下:
4.096v
---------- = 0.001v
4096
我们若要为取样资料系统提供一个切实可行的滤波器,便必须在某一程度上将要量度的最高频率与模拟/数字转换器的尼奎斯特频率加以分开。虽然这样做可能会令信号出现过取样,但滤波器可以抑制或完全消除假信号。图 1 采用的 adc121s021 是一款 12 位、200ksps 取样率的模拟/数字转换器 。若这款模拟/数字转换器以 200ksps 的取样率进行信号转换,尼奎斯特频率会固定于 100khz。若频率为 100khz,传感器的输出信号振幅大约为 8mvp-p,将这个信号抑制至 1mvp-p 以下所需的增益可以根据以下公式计算出来:












评论