
电子膨胀阀检测控制系统
摘要:介绍了一种电子膨胀阀检测控制系统,由于采用了工控机+PLC+触摸屏+组态软件组装方式并辅以二次开发设计,因而整个控制系统具有控制功能强、可靠性高、检测效率高、操作方便灵活、系统可扩展性好、开发周期短等特点。
本文引用地址:http://www.amcfsurvey.com/article/283527.htm引言
电子膨胀阀是按照预设程序调节蒸发器供液量,因属于电子式调节模式,故称为电子膨胀阀。它适应了制冷机电一体化的发展要求,具有热力膨胀阀无法比拟的优良特性,为制冷系统的智能化控制提供了条件,是一种很有发展前途的自控节能元件。电子膨胀阀作为节流元件,可满足制冷剂流量变化的要求,从而最大程度地发挥变频空调的优势,提高系统制冷量。同时,电子膨胀阀具有流量调节范围大、调节精确高、省电、制冷剂可以正反两个方向流动等优点,现已用于高档的变频空调中,广泛应用于商用空调。由于生产质量过程控制需求,需要对其进行性能检测。本文介绍的电子膨胀阀检测控制系统,具有如下的功能及特点:
(1)系统采用PLC、触摸屏、微机组合并配以适用广泛的FIX工控组态软件加以二次开发,使系统具有较高的可靠性和性价比。
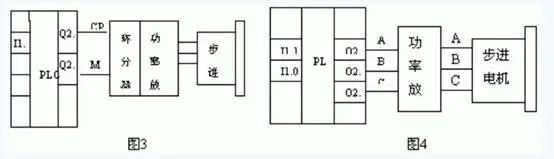
(2)电子膨胀阀的步进电机的控制采用软件环分器,实现对其控制频率、步数、开关阀的自由控制。
(3)实时监测开关阀步数、泄露流量、高压流量、低压流量,并记录作为监测数据保存。
(4)具有良好的人机界面和较高的自动化程度,操作方便、使用可靠。
(5系统具有自诊断功能,出现故障后自动报警。
1 系统分析
被控对象为用于空调的电子膨胀阀,为避免压缩空气由于流量增大压力降低造成流量数据不准确,采用SMC高精度减压阀。根据检测要求,电子膨胀阀的开关步数、高压开关、低压开关应为可控。高压流量、低压流量应为可测。为保存检测结果,要求记录检测过程结果。
由于电子膨胀阀为四相八拍步进电动机,所以采用软件环分器可以得到良好的运行效果。四相八拍脉冲时序对照表见表1。

气体流量是影响电子膨胀阀的一个重要指标,为排除其他干扰因素而影响测量精度,本文采用质量流量计进行检测。由于测量流量范围大,本文采用分段测量即小流量流量计与大流量力量计。
2 系统组成
(1)为满足0-400SLM精确测量,采用七星华创公司D07-9M量程为0-30SLM和AFC202量程为30-400SLM的质量流量计,精度为2。测量输出为4-20mA。
(2)为满足大流量下,压缩空气压力恒定,采用SMC公司IR400-03B的精密减压。0.4级指针式精密压力表满足恒压的显示要求。
(3)实时控制选用西门子公司S7—200PLC系列的CPU—226,并配EM231模拟扩展单元1个。PLC具有2点模入,40点开关量可满足系统检测及控制要求。
(4)PLC开关量输出驱动电磁阀开关,达到控制压缩空气通断的目的。

(5)手动操作采用台达DOP57触摸品屏,可实现手动操作与实时监控的操作。触摸屏使用双绞线屏蔽线缆连接485通讯端口,另一端连接到PLC的PORT1端口,通过触摸屏完成手动检测过程。
(6)监控计算机采用研华公司IPC610工控机使用PC/PPI电缆连接微机COM2端口;PPI端连接到PLC的PORT0端口。实现串行通讯方式下的数据交换,通过上位机完成自动检测的全过程。
3 通讯协议
上位机与PLC的通讯协议根据系统应用及简化设计的目的采用三层协议:
(1)物理层。上位机使用COM端口的RS-232并经PC/PPI电缆转换为RS-485与PLC连接,完成原始数据流的异步传输。
(2)链路层采用类似二进制同步传输(BSC)协议的数据帧格式,包含帧头、帧尾、站号、检验、确认等,实现以上位机为主控站,多PLC从站轮询/选择通讯方式下的高可靠性的数据链路。
(3)应用层。应用层的当前数据有:
(a)当前数据,即大流量、小流量、当前步数、完成步数。
(b)设定数据,即设定步数,及开关阀开关量。
应用层协议格式有:
(a)主机格式:

其中:CMD 命令字(一字节)
=1 读数据 DATA=应读数据的字节数
=2 写位数据 DATA=置位,复位标志
=3 写数据 DATA=应写数据
ADDRESS 数据地址(二字节)
DATA 数据(长度不定)
(b)从机格式:

其中:
ADDRESS 数据地址(二字节)
DATA 数据(长度不定)
相应的通讯协议实现:上位机靠使用FIX5.5I/O驱动程序开发环境ITK(MS C/C++7.0)完成;PLC靠使用STEP7编程语言完成。触摸屏使用Delta HMI Screen editor开发完成。
4 软件设计
整个系统的软件设计可分为三大部分。
4.1 PLC软件设计
PLC的程序使用STEP 7语言编写。为了方便程序设计和调试,采用模块化程序设计和调试。共分为三大部分模块:第一部分为初始化模块,用于设置PLC的初始输出状态和功能控制字;第二部分为过程控制模块,完成系统对控制及过程参数检测;第三部分为通讯模块,是上位机命令的执行和向上位机传递过程参数的程序。
数据采集用定时器中断控制,参数通过模拟输入A/D变换后采集。
控制程序主要有开关电子膨胀阀、动作控制和故障处理程序等,其中开关电子膨胀阀的时序脉冲通过软件环形分配器得到。
通讯程序模块包括通讯口初始化、接收数据成帧及校验、字符中断接收、发送数据成帧及校验、数据发送等功能。由于链路层使用了静线等待、反馈重发、超时重发、差错校正和防死锁等技术,使PLC的数据通讯可靠性非常高;针对PLC数据既有整数型、又有位数型(开关量)的特点,在PLC关键数据更新时,应用层程序采用了数据封锁及复杂的逻辑运算,保证了数据的一致性,并避免了竞争冒险现象的出现。经过通讯程序模块的多次使用及测试证明,即使用在恶劣工况下,数据通讯过程亦非常稳定。
4.2 监控工控机软件设计
监控工控机的操作系统选用WINDOWS XP。为了达到操作方便的设计要求,并考虑到过程数据的处理要求及系统良好的扩充性,我们选用Intellution公司FIX5.5组态软件配合Microsoft 公司Office软件并加以二次开发,研制出具有系统菜单、参数设置、当前值、历史查询、操作控制、报警信息等功能的人机界面。
PLC设备的I/O驱动程序使用与FIX配套的ITK软件开发。为达到在WINDOWS XP操作系统下运行的目的,我们重新编写了ITK的SIO驱动程序模块并与之连接。经过长期运行测试,验证了该程序的可靠性。
4.3 触摸屏的软件设计
触摸屏使用Delta公司 Screen editor软件二次开发,研制出具有手动控制操作、过程参数显示等功能的人机界面。
5 结论
本文介绍的电子膨胀阀检测控制系统,由于采用了工控机+PLC+触摸屏+组态软件组装方式并辅以二次开发设计,因而整个控制系统具有控制功能强、可靠性高、检测效率高、操作方便灵活、系统可扩展性好、开发周期短等特点。该系统经调试和运行证明,整机稳定可靠,未发生任何故障,已通过使用单位验收并投入正常使用。
参考文献:
[1]梁曦.冰箱、冷柜自动检测系统[J].工业控制计算机.1998(6):19~21
[2]申雪峰,朱根才.冰箱制冷速度检测系统[J].数据采集与处理,1997,12(3): 205~208
[3]张毅刚.自动测试系统[M].黑龙江:哈尔滨工业大学出版社,2001
[4]张华钧、隋家贤.磁耦合搅拌反应釜控制系统.化工装备技术.1999(4): 50~52
[5]姬起群、施火泉.电动式电子膨胀阀控制系统的设计,微特电机.2012(3): 64~65
















评论