
MicroTCA功率互连设计经验之谈
在电信和商业行业迅速发展的MicroTCA架构可能成为电信产业的电子设计的转折点。以前,许多电信设计都是高度定制的,并且受所有权的保护。相比之下,MicroTCA中的互连应用是标准化的,这可能是类似于计算机产业中普及的开放式架构兴起的一个信号。
虽然标准化连接器设计可能看起来很基础,但是从MicroTCA功率连接器提案中获得的经验与电源和其它行业以及商业电力电子系统的设计工程师相关。MicroTCA连接器要求高功率密度、热插拔能力、高可靠性和低成本。在通过接触件和机架设计满足这些要求时所采取的设计过程为如何实现其它应用中的连接器设计提供了模板。
MicroTCA的发源历程
PICMG组织最初开发了MicroTCA标准以满足电信产业的要求。但是,在发展过程中,这个标准受到军事、航空、工业、工艺控制和媒体产业的关注。这个标准的引人之处在于它能够在使用最新处理器、高速芯片和接口的同时最大限度地缩小空间和降低功耗,以提供高可用性和可维护性。由于这是一个工业标准,因此客户能够利用现成的解决方案以较低的成本和较短的上市时间构建他们的价值主张。
MicroTCA功率互连应用基本上是以电源模块和背板配置开始的,最后加入Advanced Mezzanine Card (AdvancedMC)以及如今被设计到市场中的背板排列。这个方法是较大的先进电信计算架构(ATCA)的一个分支。
这种应用或多或少被列为板到板连接器功率应用。最终的设计是一个两片的板到板功率连接器,这种连接器旨在满足电信、航空、医学等领域的高可靠性要求。新连接器的一些特定要求包括特有的成本和经济问题,但是互连还必须满足63.5mm内24个具备热插拔能力的12A功率接触件和72个信号接触件的密度要求。
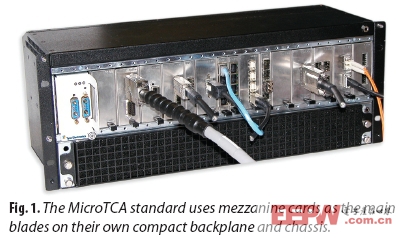
MicroTCA标准提议采用针对ATCA子卡的现行标准AdvancedMC作为其自己的紧凑型背板和机架上的主要刀片(或板)(图1)。该标准需要开发电源输入模块(电源)来向背板提供电源,并附带必要的控制线路从而在刀片和电源之间传递状态信息。标准组织针对能够满足功率和接触件密度的集成功率和信号连接器对业内进行了调查,并确定不存在解决方案。
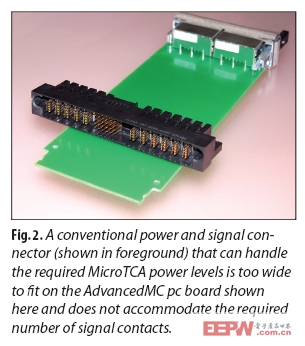
在为背板提供更多功率的传统应用中,增加了功率连接器的长度以增加更多接触件。图2是传统功率和信号连接器(前景)与MicroTCA PCB板(约74mm)的对比图。很明显,这种连接器不适合该应用。
图2中的功率连接器显示了提供所需的MicroTCA功率接触件必需的尺寸,但是它仅有24个信号接触件,而MicroTCA需要72个信号接触件。这表明,传统连接器不具备满足MicroTCA的尺寸和功率/信号密度要求的能力。
在MicroTCA应用中,功率/信号连接器的长度必须在63.5mm左右,以适合这种空间。MicroTC最初的功率密度要求是具备1000W以上的能力,在不同的电压和电流水平下提供32个离散功率输出,同时附带上文提到的控制/状态线路。这种连接器的额外要求是高可靠性(电信领域的必备条件)、热插拔和低成本。
由于要求未完全连贯以及现有功率互连的最初评估,行业组织决定有必要开发新的功率互连设计。在制定设计目标时,确定了新的连接器应具备以下要求:
* 采用业内接受的有可靠性指标的接触件技术
* 采用低成本制造工艺和材料
* 遵循所有现有和预期的全球环境要求,比如RoHS
* 与客户的各种制造工艺兼容(焊接和压接)
连接器概述
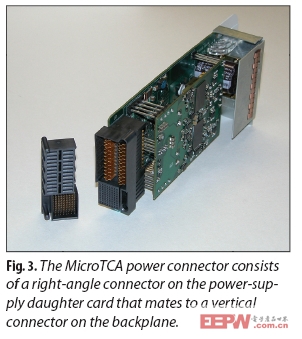
MicroTCA中采用的功率连接器是一个双片连接器,旨在使MicroTCA电源子卡(直角连接器)与背板(垂直连接器)互连(图3)。这个连接器整合了24个功率接触件,分两行排列的每个接触件都能够处理14.5A的电流。有72个信号引脚用于低电流电源以及功率模块和线卡之间的状态通信。此外,连接器机架还集成了对齐功能以确保功率或信号接触件接合之前保持适当的排列。
功率、信号和对齐杆功能的完全集成解决方案已经被构建在单片机架中,直角插头仅占据60×19mm2左右的PCB空间,垂直插座仅占据61.1×27.2mm2的PCB空间。额外要求是提供四个连接器顺序对接级别。
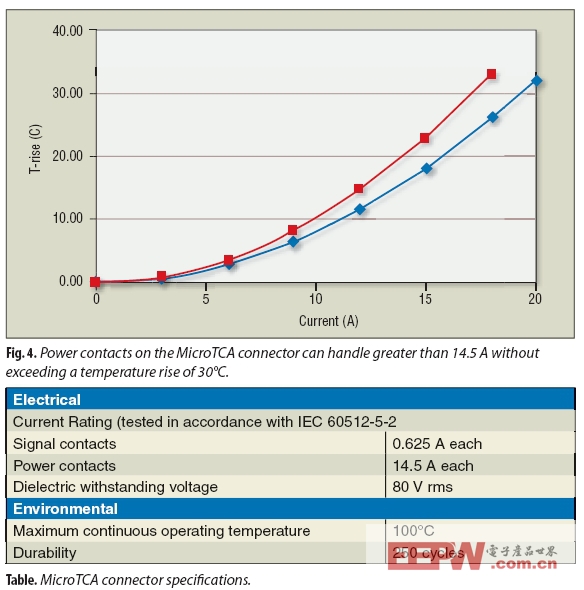
冲压和成形的功率接触件基于整个电信产业采用的工业可识别通用功率模块(UPM)接触件。采用这种刀片和插座设计,接触件对接点可以得到很好地限定和控制。连接器具备14.5A以上的极高电流密度以及30°C的温升(参见图4和表)。它还通过采用多个顺畅的尾部使每个接触件通过PCB的电流高达14.5A(因此通过孔的电流不到4A),从而具备流畅的电流分布。
为了满足高压对接和拔出要求,接触件设计采用延长的末端刀片设计。因此在高压对接和拔出周期,电子接触件第一个点处产生的电弧被聚集到刀片末端的一侧。一旦接触件进一步接合,另外的对接点就会接合,并且不产生任何电弧,这是因为最初的接触件已经确定。镀金接触件表面磨光的多点接触件可以实现较少的磨损,并维持接触件接口的性能特征。
采用延长的末端刀片设计,接触件最多可进行250次对接。冲压和成形的接触件的特性使得很容易通过两种不同的接触件对接长度加入两种级别的顺序对接。
采用MicroTCA设计时,决定是采用冲压和成形的接触件还是采用圆头螺丝机械控制的接触件取决于几个因素,包括较高性能、较高可靠性、较小的变化以及较低的零件成本。冲压和成形包含逐步冲压铜合金材料的扁平带的过程。然后通过电镀和抛光步骤在连续钢带上对接触件进行加工,直到它们被插入到模制连接器机架中。
这种批量工艺相当一致并且可重复,从而获得了高度的一致性。在高功率应用中,与相同横截面积的圆形导线相比,扁平导线在相同的温升下将提供更多电流。
在1970年1月9日的报告“NASA TM X-53975 扁平导线设计、制造和安装中的3.2 FCC应用”报告中显示,满负荷扁平导线可比相同横截面积的圆形导线负载高155%的电流。在精密成形的电子接触件中,尽管扁平导线的成本比圆形导线高,但是如今扁平冲压和成形接触件的生产工艺比实心圆形接触件更简单,因此能以较低成本提供更高的电流处理能力。
由于冲压和成形导线是采用连续钢带控制的,因此与电镀不牢固的螺丝机械控制零件相比,以更精密控制的电镀厚度电镀接触件的特定部分更容易,从而可获得更高的可靠性。这种连接器上的功率和信号接触件采用30微英寸镀金,以确保苛刻环境下的长期可靠性。
连续钢带工艺还允许按照Bellcore/Telcordia规范的要求增加额外表面区域处理。选择冲压和成形接触件设计的最终原因在于在一定的批量生产情况下,其成本低于螺丝机械接触件。
连接器中要求的72个信号接触件采用Z-PACK 2mm HM接触件接口,这种针对IEC 6176-4-101标准而设计的接口被用于整个电信行业, 每个接触件的额定电流为0.625A。信号引脚中的高可靠性是通过采用信号接触的多个接触点设计以及30微英寸镀金来实现的。在信号接触件中另外加入了两个顺序对接级别,从而满足客户四个顺序对接级别的要求。
获得的经验
这个MicroTCA连接器的设计工艺代表着电力行业内发生的一系列变化。电力系统的实现正在经历巨大的变化,其方式与基于标准的电信架构的发展变化方式相同。电源从数字电路迁移到从前的模块领域已经驱动着电力行业向更低成本和更小物理尺寸的方向发展。功率连接器也必须顺应这一趋势。因此寻求实现连接器的新密度水平和集成度,同时仍保持成本最优化的方法至关重要。
为了实现MicroTCA连接器的总密度,在单个机架中集成功率、信号和对齐功能是有必要的。过去,这一目标是通过将独立导梢和对齐硬件单独安装到印制电路板以及个别功率连接器和个别信号连接器上实现的。
为了针对这种新的集成度进行设计,需要进行仔细的分析以最大限度地缩小机架设计以在获得较薄外壁和部件的同时,仍然保留集成的机械对齐杆和插座所需的鲁棒功能。
需要采用PROEngineer和Moldflow进行详细建模,以优化机架的所有方面和浇铸这些不同部件所需的备选整形,同时仍然保留允许接触件实现散热和速度功能的功能并满足成本目标。
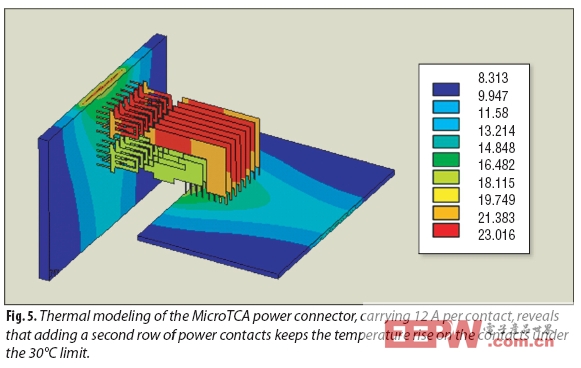
实现接触件密度的MicroTCA连接器的关键设计因素之一是增加第二行功率接触件。此设计决策需要采用散热模型,从而将每行的接触件的温升因素考虑在内(图5)。Tyco Electronics公司同时采用专有和商用的有限元分析(FEA)建模软件(如ANSYS)来评估散热性能。FEA数据可以用作指导。采用模仿目标应用的测试板设计的实际测试结果需要根据特定环境条件(印制电路板设计和含铜量、环境温度和气流)来验证温升。这就会带来与材料选择相关的设计考虑因素。你可能会考虑采用较高传导率的金属来减少Trise,这取决于散热模型的结果和预计的温升情况。然而这会带来一定的折衷,大多数较高传导率的金属都会增加连接器设计的成本。
与印制电路板的接口是更深一层地从总接触件密度方面考虑的问题。建模被再次用来确定接触件密度水平,这种密度水平将仍然允许电路板走线布线,而不需要增加印制电路板层数。在这种情况下,采用Autocad或Mentor Graphics等印制电路板建模工具来对印制电路板进行布线,并确定需要什么样的走线和层密度。
仅在ATCA功率连接器之后几年开发的功率连接器表明,采用MicroTCA连接器所用的相同设计技术可以实现更高的功率密度水平(图6)。

在以前容纳8个16A ATCA功率接触件的相同空间中,我们现在已经集成了16个14.5A接触件,密度增加了81%左右。这体现了冲压和成形直角接触件、小心地间隔接触件和外壁厚度,以及功率密度覆盖区的优化的影响。随着这些趋势的不断延伸,通过分析新材料来实现更薄外壁、更高传导率以及采用下一代EDA设计工具的趋势将在功率连接器行业延续。
在MicroTCA连接器的开发过程中获得的经验可以应用到电力行业的所有应用中。在给定客户在量(市场大小)方面的要求的情况下,你必须考虑集成功能、制造技术、总接触件密度和环境要求的选择。有许多工具可供连接器设计工程师使用从而以平衡的方式整合这些要求,以便以经济的方式实现总目标。
随着功率应用的发展,这些趋势将延续。在功率连接器设计过程中整合这些设计工具、折衷因素和材料选择将变得越来越重要。这基本上是“规模适化连接器”的过程,以顺应电源和分布系统设计的趋势。以前往往默许(甚至希望得到)额外的设计裕量,而现在,功率连接器设计工程师力求优化设计以满足客户的要求同时继续坚定追求可靠性是非常关键的。
作者:Nathan Tracy,业务发展部经理
Mike Blanchfield,产品经理
Tyco Electronics公司



评论