
基于西门子S7-200的自动缝制单元设计
摘要:基于特种工业缝纫机应用范围的拓展,性能不断提升,要求自动缝制单元除有缝纫机自动缝制的功能外,同时兼有自动送料、自动折料、自动取料、自动定位功能。本文采用电控系统+外置可编程PLC实现要求功能,电控系统可采用花样缝纫机的电控系统,外置PLC采用西门子公司的S7-200PLC,系统和PLC间通过通信实现协调控制。通过PLC外部电路和时序控制,实现自动缝制单元中自动送料等缝纫过程中的特殊过程。
本文引用地址:http://www.amcfsurvey.com/article/255833.htm随着国内服装行业的不断发展,服装产品对缝制设备的缝制质量和特种加工要求也越来越高,对自动化程度高的自动缝制单元需求也越来越多。目前,缝制设备正朝着技术集成化、设备专业化的方向发展。
本文以自动缝制单元中贴袋机为例,传统的贴口袋作业采用电脑双针机,不但产品质量得不到保证而且人员配置多,生产效率较低,而自动贴袋机可实现各种口袋以及服装加工中其他不规则形状的高速稳定、高精度的缝制,及折边送料、缝制和叠料动作可以一次完成,工作效率是传统贴袋作业的6倍以上。为此,在总结已研制的自动贴袋机控制系统的基础上,提出了自动完成特殊缝制过程的解决方案。
1 特殊缝制过程解决方案
在贴袋机系统中电控系统基本上可分为以下5个部分:
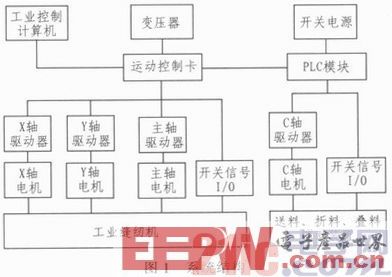
1)控制中心:采用DSP+FPGA+PLC的结构如图1,软件平台为WIN-CE实时操作系统,DSP+FPGA运动控制卡和伺服电机驱动器构成电控系统的下位机,下位机和PLC之间通过I/O通信实现协调控制,PLC I/O口中I1.2-11.5用于系统到PLC的信号,Q0.6-01.1用于PLC到系统的信号。其中贴袋、花样的缝制由下位机完成,而折料、送料、叠料辅助动作由PLC模块完成。
2)触摸屏单元:上位机采用TFT液晶显示+触摸屏操作人机界面+ARM工业控制计算机结构,操作时只需触摸显示的形象化图形符号,即可实现数据编辑、自动缝制、参数设置等各种功能,以方便不同用户的实际需要。
3)缝制机头电机控制:X、Y轴送布电机,C轴送料电机均采用伺服电机,交流伺服电机具有控制精度高、过载能力高以及良好的转矩、频率特性和速动性等特点。
缝纫机的主轴要求具有很高的转速来满足高速缝纫,同时又要求具有较大的瞬间过载能力,保证机针的穿透力量,能轻易将厚料打穿,采用交流伺服电机完全能满足上述要求。由于交流伺服电机的体积和重量都较小,可用直连方式连接缝纫机主轴,提高了电机的执行效率,减小了整机噪音,便于安装和调试。
4)信号检测(输入):启动、暂停、复位等开关信号,以及贴袋机各种到位检测器,检测各个动作完成情况。
5)执行机构(输出):该系统中采用PLC控制各种气阀、电磁铁执行机构,完成压料、叠料、翻料等辅助动作。
该设计中采用控制中心+触摸屏单元这种双CPU方式,主从CPU之间采用RS232通信交换数据和信息。该硬件平台应满足缝纫机的运动控制要求,I/O信号处理,以及一定的功能扩展等。
为保证系统运行的可靠性和提高抗干扰能力,电机驱动器脉冲、方向控制信号差分输出,以及其它I/O控制信号经光隔输入/输出。开关信号光隔输出,经功率管驱动放大后控制电磁铁、电磁阀等电子器件,实现压板压下/抬起、压脚压下/抬起、自动剪线、拨线、松线等辅助控制功能。启动、压板、暂停、断线检测、零位信号等输入开关信号也通过光电隔离进入系统。
PLC控制采用西门子公司的S7-200PLC系列的CPU224中央处理单元,该中央处理单元集成14DI/10DO共24个数字量I/O点,可连接7个拓展模块,最大拓展至168路数字量I/O点或35路模拟量I/O点(CPU224的输入输出接口如图2所示),并增加了2个拓展输出模块EM222 24VDC 8数字输出,该系统中共14个输入,26个输出,输入包括检测开关、启动开关、复位、驱动输入、电控系统通讯等,输出包括C轴驱动的输入、气阀控制、电磁铁控制、电控系统通讯等功能。
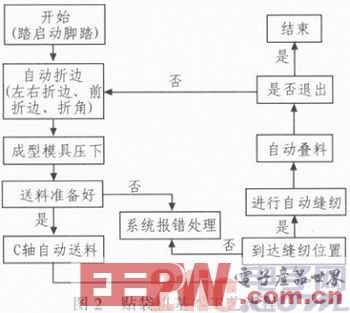
自动贴袋机缝制单元的基本工艺流程如图2所示,从图中可以看出这个流程中除自动缝制过程由电控系统进行控制,其余动作由PLC完成,在PLC控制的辅助动作中折料、叠料均由气阀控制,压料由电磁铁控制,而送料部分由C轴电机完成。
2 送料过程PTO控制
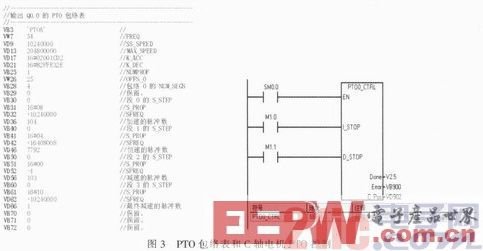
在C轴送料过程中,送料的速度、位置控制由内置S7-200PLC的PTO使用一个脉冲串输小用于C轴电机的速度和位置控制。在STEP7 V4.0软件中可通过位控向导能自动处理PTO脉冲的单段管线和多段管线、脉宽调制、SM位置配置和创建包络表等工作,图3为通过位控向导创建的C轴电机送料包络表以及PTO控制的梯形图,通过PTO控制方式克服了以前送料使用气阀时产生的送料速度和位置不可控制的问题。
3 PLC时序控制
PLC I/O信号的电路和PLC时序控制的设置是实现PLC功能的关键。这里以贴袋机叠料过程为例,过程的时序动作如图4所示。

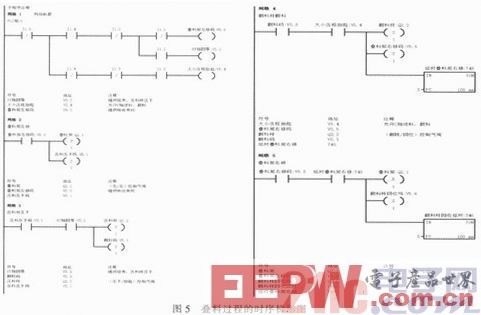
由叠料过程工艺流程可得到如图5叠料过程的时序梯形图。由梯形图可见,通过PLC时序控制可实现贴袋机中自动送料、自动折料、自动叠料翻料等自动缝制外特殊过程。
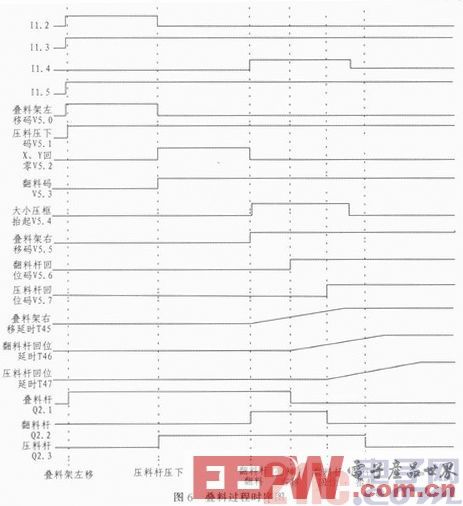
通过梯形图可画出叠料过程的时序图(图6),该图可清晰的看出叠料过程中每个信号的变化和动作时序,图中叠料架左移、压料杆压下、翻料杆翻料动作均由电控系统下位机通过I/O给PLC输入信号,从而PLC进行动作,其他动作由到位检测器检测到位情况再给PLC输入信号。在该过程中叠料架左/右、翻料杆翻转/回位、压料杆压下/抬起均为气阀进行动作。
4 结束语
自动缝制控制系统是随着工业缝纫机的应用范围不断扩展,对工业缝纫机的性能不断提出新的要求,如要求工业缝纫机具有自动送料、自动织边、自动定位、自动缝制、自动取料等连续协调的自动化工作过程,而产生的产品,它为提高劳动生产率,提供优良的缝制机械设备的产品。上述缝制过程控制系统的解决方案,满足缝纫产品智能化、设备专业化的要求,解决贴袋机缝制外的其他动作,已在国内多家缝纫设备生产企业得到应用,为这些企业提供了贴袋缝制的技术支持。

西门子plc相关文章:西门子plc视频教程
伺服电机相关文章:伺服电机工作原理
脉宽调制相关文章:脉宽调制原理




评论