
给煤机称重原理与问题分析处理
大和衡器公司生产的带式称重给煤机可以用在重量控制和体积控制两种系统中,在重量控制系统中测量的是煤的重量,在体积控制系统中,测量的是煤的体积,大和衡器公司提供的给煤机采用重量控制系统,这种系统能适应任何的体积密度变化,对设定值的变化进行高性能的响应,实际的供煤速度由单位传输带上煤的瞬时重量乘以传输带供煤长度得到。
1 称重原理
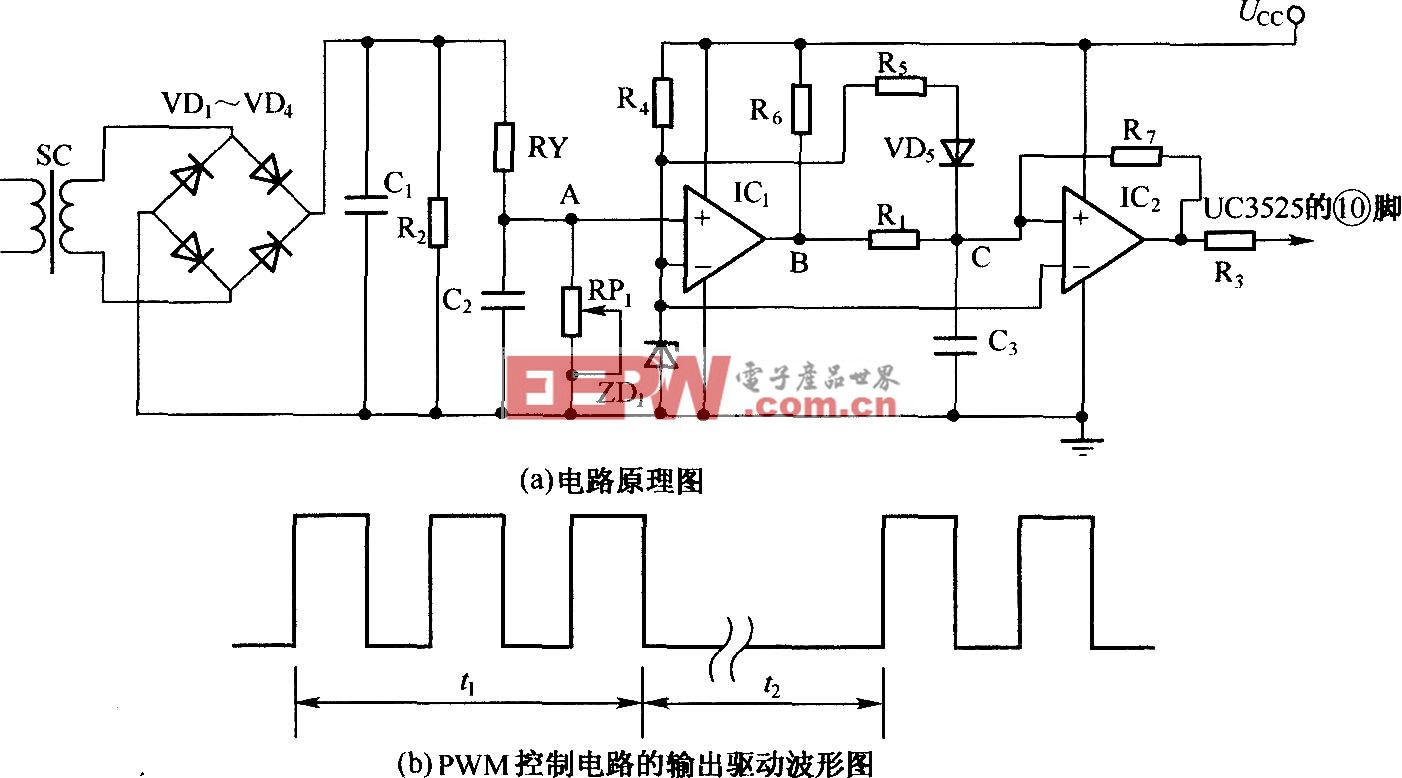
用传送皮带传送的给煤质量都可以用下面方程(1)表示

皮带进给距离[l]和皮带进给速度[v]的关系式是:l=vt,如果t=0时l=0则在t1时刻皮带的进给距离为l1=vt1。因此,上面的方程(1)可以转换成下面方程(2)形式:


注:W=f(l):任意进给量[l]处的装煤密度,Wdl:微元进给量(dl)传输的质量。
装煤检测器、皮带进给量检测器和驱动单元都作为给煤机的部件安装,装煤检测单元由承辊和两个负载传感器组成,两个负载传感器测量精密测重台上的质量(重力),并将信号传给综合控制器,每一个传感器的信号都和以往的数据、另一个传感器的信号进行比较,由此检验信号的有效性,如果信号有效,将信号乘以校正系数即得到单位长度皮带上的实际质量。
如果负载传感器测得的信号无效,控制过程自动转向体积运行模式,并发出测重系统出现故障的警报,在体积运行模式下,综合控制器根据实际测量的煤的密度采用相应的储存数据,提供该模式下的最佳控制方法。
皮带进给测量单元是一个装于驱动单元上的脉冲发生器,用以测量皮带的进给长度,并将测量的值传给综合控制器。
驱动单元接收驱动电动机控制器处综合控制器产生的信号,控制驱动电动机的转速使煤以恒定的速度供到磨煤机中,驱动电动机通过减速器和主动滚筒驱动皮带。
综合控制器对从检测系统传来的装煤信号和皮带进给长度信号进行计算,皮带进给速度通过电机测定,电机信号传递给综合控制器后,乘以一个校正系数得到皮带每秒进给的距离。来自负载传感器的信号(单位长度的质量)和来自电动机的信号(每秒钟皮带位移)相乘得到每秒钟的物料传递量,然后得到的这个值同需要量信号进行比较,如果有差异,综合控制器对电动机的控制进行调整。
为了显示供煤速度、提供给煤重量纪录,综合控制器还对实际传输数据进行时间上的积分运算,数据保存在综合控制器的不易失存储器中。
2 操作面板
CFC-300控制器操作面板分为左侧面板和右侧面板。

图2 左侧面板
2.1.1 状态显示
OP(称重),当执行称重功能时显示,CLB(标定),当开始调整时显示,F(给煤速度警报),当给煤速度超过警报值时显示,L(装料速度警报),当装料速度超过警报值时显示,S(皮带速度警报),当皮带速度超过警报值时显示,D(偏差警报),当偏差超过警报值时显示,SET(设定值警报),当设定值超过警报值时显示,DEV(偏差表),用7级显示偏差表。△:闪烁(亮1秒,息2秒),严重过量,闪烁(亮1秒,息1秒),过量,□:亮,处于正常控制状态。△:闪烁(亮1秒,息1秒),严重不足,闪烁(亮1秒,息1秒),不足。
2.1.2 给煤速度显示
6位数7段显示,显示当前的供煤速度,可以通过内部设定选择重量单位。
2.1.3 消息显示
10位数,5*7点字符显示,显示当前的称量状态,设定内容,监视器显示内容和出错内容,如表1。
表1 
正常情况下,显示积分值,当出现错误时,错误代码和信息一起显示,数字键(1-8)用于监视器显示,当按下这些键时,显示相关项目的数据。正常情况下,监视器显示积分值,当显示的不是积分值时,如果在10分钟内没有数字输入,自动显示积分值。





评论