
2013锂电池电解液企业销售排行
5月底,中国化学与物理电源行业协会发布了由企业自主申报的2013年电解液主要企业销售收入情况,从名单看,电解液企业准入门槛较高,一般中小企业很难获取下游锂电池企业订单,从国内企业销售情况来看,江苏国泰一枝独秀,继续领先,销售突破4.5亿元,天津金牛上升较快,比2013年增长几乎100%,新宙邦、杉杉电解液、广州天赐产能也在扩张。特别是杉杉股份全资子公司东莞市杉杉电池材料有限公司在4000吨产能的基础上,2013年11月又在河北廊坊投资布局3000吨左右产能,缓解长江以北物流成本压力,目前与天津力神、哈尔滨光宇、环宇、中航锂电等合作。目前电解液品牌已经形成国泰华荣、杉杉电解液、新宙邦、天津金牛、广州天赐等主流品牌一统市场的格局。
本文引用地址:http://www.amcfsurvey.com/article/248153.htm
2013锂电池电解液企业销售排行
从电解液产业现状分析,赛迪顾问投资事业部总经理、行业专家吴辉认为,2013年,全球锂离子电池电解液的需求量约为8万吨左右。预计2020年,全球锂离子电池电解液的需求量约为40万吨左右。价格来看,目前电解液的平均价格约为7.5万元/吨(数据看平均价格已经在5万元/吨左右),整体产业规模约为45亿元左右。
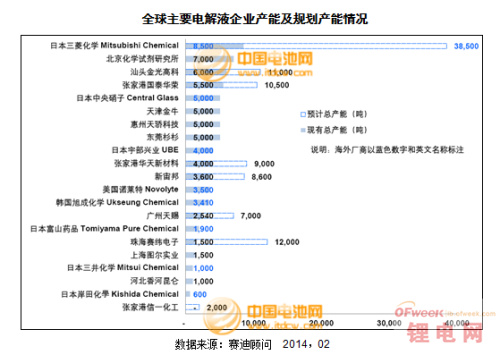
目前,全球锂离子电池电解液的供应商主要集中在中日韩三国。日本电解液的主要供应商是宇部兴产(基本供给日本三洋)、三菱化学、富山药品工业等,主要供给日本本土以及部分在华日资企业;韩国电解液的主要供应商是韩国三星,主要供应韩国本土企业和部分在华韩资企业。国内电解液厂商包括华荣化工、东莞杉杉、天津金牛、珠海赛纬电子、广州天赐、北京创亚化工公司等10余家,其产品涵盖了高、中、低端市场,基本满足中国锂离子电池生产的需要,并有部分出口。
作为电解液首选的电解质六氟磷酸锂,也是电解液中利润最高的关键材料,由于其较高的技术壁垒,中国仅有少数企业能够规模化生产。从全球市场来看,目前,日本森田化学、关东电化和SUTERAKEMIFA三家公司是全球六氟磷酸锂的主要供应商;韩国有少量的六氟磷酸锂供给三星电子。吴辉介绍,2010年全球六氟磷酸锂需求量约为0.45万吨,2012年全球六氟磷酸锂需求量增长至0.86万吨,2013年全球六氟磷酸锂需求量增长至1万吨以上,2020年预计将达到5.59万吨。号:mybattery)认为,目前国内市场六氟磷酸锂的均价在10-12万元/吨左右,全球整体市场规模约为18-20亿元左右。
2013锂电池电解液企业销售排行
中国所需的六氟磷酸锂电解质基本都从日本采购,关键原材料的受制于人严重阻碍了中国整个电解液产业的发展。近期,国内企业已经充分认识到这点,纷纷加大对六氟磷酸锂的研发和投资力度。目前能够产业化生产六氟磷酸锂的企业主要包括天津金牛、多氟多、广州天赐、九九久等企业。“未来几年内,中国企业在六氟磷酸锂技术上的突破将打破其高毛利的神话,六氟磷酸锂的价格将呈现出较快下降的趋势。”吴辉表示。
从技术路线来看,目前,电解液是锂离子电池四大关键材料(正极、负极、隔膜、电解液)之一,在电池中正负极之间起到传导电子的作用,是锂离子电池获得高电压、高比能等优点的保证。电解液一般由高纯度的有机溶剂、电解质锂盐(六氟磷酸锂,LiFL6)必要的添加剂等原料,在一定条件下,按一定比例配制而成的。目前国内电池生产商电解液配套也已基本实现国产化。电解液的主要原材料为六氟磷酸锂,六氟磷酸锂要求纯度高、游离酸与水分低,但由于本身极易吸潮分解,因此生产难度大,对原料及设备要求苛刻,属典型的高科技、高危生产环境、高难生产的“三高”技术产品。实验室到工业化生产的过程可能会很长。六氟磷酸锂占电解液成本的50%左右,毛利率高达75%,目前市场基本上被关东电化学工业、SUTERAKEMIFA、森田化学等几家日本企业垄断。
在技术发展路线上,吴辉认为,电解液向满足更高电化学窗口的新型电解液发展,同时为了满足新能源汽车电池和储能电池的要求,传统的电解液也在向通过改性提升安全性的方向改变。在高电压电解液领域,目前已经开发完成4.4V的电解液,但是5V电解液还在开发过程中。其中美国野猫技术发现有限公司、日本的大金工业和关西化学等都研制出了5V高电压电解液,目前产业化可以做到150次循环后还有大于80%的容量保持率。
从技术发展方向来看,锂离子电池凭借其自身的综合优势正在走进一个更为庞大的产业群——汽车动力电池和储能领域。为了适应这个庞大的产业群,锂离子电池电解液材料未来的发展趋势将主要集中在新型溶剂、离子液体、添加剂、新型锂盐等方面,与新型正、负极材料相匹配,从而使锂离子电池更安全,具有更高的功率、更大的容量,最终安全方便地应用于电动车、储能、航天以及更广泛的领域。为了满足锂离子电池产业未来发展的需要,必须开发出高安全性、高环境适应性的动力电池电解液材料。主要应从电解液的溶剂、溶质和添加剂的选择上进行考量。
吴辉认为,首先,尽量选择工作温度范围宽的溶剂,溶剂的熔点最好能在-40℃以下,沸点最好在150℃以上或更高,电化学窗口宽的溶剂能更好地防止在荷电状态下的电解液的氧化还原反应,同时可以提高电池的循环稳定性。比如可以考虑使用离子液体、新型溶剂、多组分溶剂等,从而解决动力电池的安全性和环境适应性。
其次,选择合适的溶质,提高电池的环境适应性。目前通常所用的LiPF6(锂六氟磷酸盐)分解温度低,从60℃开始就有少量分解,在较高温度或恶劣的环境下,分解的比例大大增加,产生HF(氢氟酸)等游离酸,从而使电解液酸化,最终导致电极材料的损坏以及电池性能的急剧恶化。
另外,可以考虑添加适量的阻燃添加剂、氧化还原穿梭添加剂、保护正负极成膜添加剂等。采用阻燃添加剂可以确保电池内部热失控时,电解液不会燃烧起火,使电池安全性得以保证。采用氧化还原穿梭添加剂的作用是,防止当电池尤其是动力电池组由于在使用过程中出现异常的状况,单体电池会经常性过充或过放,从而导致电池性能的迅速恶化,进而影响整组电池的性能和使用,甚至带来安全隐患的发生。采用正负极成膜添加剂的作用是可以有效地保护正负极材料在充电状态下与电解液的接触反应,通过成膜的形式,将高度活性的正负极与电解液隔离开来,从而防止电解液在电极表面的反应。
电化学工作站相关文章:电化学工作站原理 离子色谱仪相关文章:离子色谱仪原理






评论