
简述工业以太网及现场总线技术的发展
人类发展的过程是一个生产力发展的过程,也是制造和使用工具水品提升的过程,根据人们对工具使用的水平,我们可以将生产水平分为如下四个阶段:
手工生产阶段在这个阶段人们只能使用简单的工具,主要依赖人类和牲畜的体力进行生产,生产效率较低,产量较小,生产技术代代相传,没有严格统一的工艺标准,产品的一致性和连贯性较差,在不同的时间和区域差别非常大。
机械化生产阶段此阶段与手工生产阶段最大的不同在于,主要生产的动力来自动力转化机械装置,如蒸气机、内燃机、电动机等,工人主要负责原料的准备、搬运,产品的包装、储运,设备状况的监视及对设备的操作等。机械化生产极大的提高了产品产量和产品的一致性。在此阶段,出于提高效率考虑,人们开发出了一些简单的自动化控制装置,如能使风车迎向风向的尾翼装置,能使蒸汽轮机保持速度稳定的飞球调节器等。
自动化生产阶段此阶段的特点是大大降低了工人的劳动强度,工人的工作主要是对生产装置进行控制,原辅料进入生产线就能够生产出预定的产品,产品的产量和一致性大幅度提高。在此阶段,生产装置的规模逐渐增加,生产过程对设备之间的协调提出了更高的要求,电子控制装置随之出现,为了协调设备之间的协同工作,出现了工业通讯技术。
智能化生产阶段此阶段的生产特点是多品种,小批量,产品更新换代快,以前采用的使用不同的设备来生产不同类产品的方案此时难以满足如此多的个性化要求,制造业主希望能够以少量的设备生产尽可能多的产品品种,柔性制造的概念因而出现。1973年,美国学者哈林顿博士提出计算机集成制造CIMS(Computer Integrated Manufacturing System)的概念,其基本出发点是:
企业的名种生产经营活动是不可分割的,要统一考虑;整个生产制造过程实质上是信息的采集、传递和加工处理的过程。
20多年来,CIMS的概念已从典型的离散型机械制造业扩展到化工、冶金等连续或半连续制造业。CIMS与计算机综合自动化制造系统是同义词,是自动化程度不同的多个子系统的集成,如管理信息系统、制造资源计划系统、计算机辅助设计系统、计算机辅助工艺设计系统、计算机辅助制造系统、柔性制造系统(FMS)等。它面向整个企业,覆盖企业的多种经营活动,包括生产经营管理、工程设计和生产制造各个环节,即从产品报价、接受订单开始,经计划安排、设计、制造直到产品出厂及售后服务等的全过程。
在当前全球经济环境下,CIMS被赋予了新的含义,即现代集成制造系统(Contemporary Integrated Manufacturing System)。将信息技术、现代管理技术和制造技术相结合,应用于企业经营的各个阶段,通过信息集成、过程优化及资源优化,提高企业的市场应变能力和竞争力。
根据工厂管理、生产过程及功能要求,CIMS体系结构可分为5层,即工厂级、车间级、单元级、工作站级和现场级。简化的CIMS则分为3层,即工厂级、车间级和现场级。在一个现代化工厂环境中,在大规模的工业生产过程控制中,工业数据结构同样分为这三个层次,与简化的网络层次相对应。
现场级与车间级自动化监控及信息集成系统主要完成底层设备单机控制、连机控制、通信连网、在线设备状态监测及现场设备运行、生产数据的采集、存储、统计等功能,保证现场设备完成生产任务,并将现场设备生产及运行数据信息传送到工厂管理层,向工厂级MIS系统数据库提供数据。同时也可接受工厂管理层下达的生产管理及调度命令并执行之。因此,现场级与车间级监控及信息集成系统是实现工厂自动化及CIMS系统的基础。
传统的现场级与车间级自动化监控及信息集成系统的主要特点是,现场层设备与控制器之间的连接是一对一(一个I/O点对设备的一个测控点),即所谓I/O接线方式,信号传递4-20mA(传送模拟量信息)或24VDC(传送开关量信息)信号。这种传统的连接方式存在信息量、开放性、可靠性、可维护性等方面还存在不足之处。
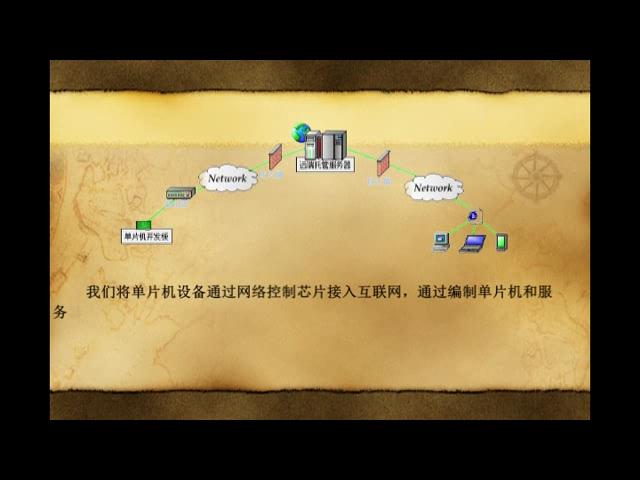
随着大规模集成电路的发展,许多传感器、执行机构、驱动装置等现场智能设备的功能迅速提升,内置处理芯片,能够完成诸如数模转换、自诊断、量程转换、回路调节等功能。对于这些智能现场设备,可以方便的增加一个串行数据接口,这样,上位控制器就可以按其规定的通信协议,通过串行通信方式实现对现场设备的监控。如果设想全部或大部分现场设备都具有串行通信接口并具有统一的通信协议,控制器只需一根通信电缆就可将分散的现场设备连接,完成对所有现场设备的监控,这就是现场总线技术的初始想法。基于以上初始想法,使用一根通信电缆,将所有具有统一的通信协议通信接口的现场设备连接,这样,在设备层传递的不再是I/O(4-20mA/24VDC)信号,而是基于现场总线的数字化通信,由数字化通信网络构成现场级与车间级自动化监控及信息集成系统。
现场总线技术的构想始于20世纪70年代,随着CIMS概念的提出,人们迫切希望能够出现一种能够用于工业环境,可靠性高、实时性强、实现起来价格便宜的通讯系统,来构建工厂的底层网络,完成现场设备之间的数字化通信,并能够于外界实现信息交换。现场总线就是在这种需求背景之下出现的产物。北美和欧洲的自动化产品厂商和相关的国际标准化组织都着手现场总线相关标准的制定,由于行业和区域的差别,以及各个利益集团为了维护自己的经济利益互不妥协,本来应该统一的现场总线标准迟迟难以统一。
公认的现场总线技术概念描述如下:现场总线是安装在生产过程区域的现场设备/仪表与控制室内的自动控制装置/系统之间的一种串行、数字式、多点通信的数据总线。或者,现场总线是以单个分散的、数字化、智能化的测量和控制设备作为网络节点,用总线相连接,实现相互交换信息,共同完成自动控制功能的网络系统与控制系统。
目前,国际上比较被认可的现场总线主要有2类,即国际电工组织的用于工业控制系统的IEC61158标准、用于现场设备同选的IEC62026标准,还有国际标准化组织的ISO11898:1993。IEC61158是国际电工委员会测量和控制的数字数据分会和美国仪表学会联合制定的,最早从1984年起草,经过16年的努力协调磋商,到2000年才投票通过,但是没有实现唯一的统一标准,IEC61158包含10类标准:
ü FF-H1
ü ControlNet
ü PROFIBUS
ü P-Net
ü FF-HSE
ü SwiftNet
ü WorldFIP
ü InterBus
ü EtherNet/IP
ü PROFINET
上面的FF-HSE、EtherNet/IP和PROFINET是工业以太网标准。以太网很早就已经用于工业控制系统的信息层,这些运用信息量大,对实时性的要求相对较低。相比现场总线,更高的通讯速度和更好的兼容性是工业以太网的主要优点。工业以太网与普通的以太网相比,需要解决可靠性、抗干扰性、实时性、本质安全等方面的问题。随着网络技术的发展,上述问题正在迅速得到解决。通讯速度的大幅度提高和采用恰当的网络拓扑结构极大的改善了以太网的实时性,而采用更高品质的材料和选择合适的通讯介质,采用更加可靠的连接方式大大提高了以太网的可靠性。
由于以太网有“一网到底”的美誉,即它可以一直延伸到企业现场设备控制层,所以被人们普遍认为是未来控制网络的最佳解决方案,工业以太网已成为现场总线中的主流技术。
目前市场上的工业以太网标准非常多,除开上面提到的3种标准之外,世界各国及各大自动化公司提出的工业以太网标准多达十多种,我国以浙江中控为首的组织也提出了EPA标准,并且已经成为IEC的预备标准。




评论