
PB-B-RS485总线桥在纺织机械系统的应用
国内某著名纺织集团工厂信息化的系统车间级监控采用PROFIBUS现场总线,需要实时采集每个纺纱机的数据。纺织生产线由于工艺的不同,纺纱设备制造商不同,通讯接口不一,协议不同,如何将这些纺纱设备集成到PROFIBUS网络中,这是设计者必须要解决的问题。通过采用鼎实科技的PB-B-RS485总线桥实现了PROFIBUS与第三方自定义协议设备的通讯。
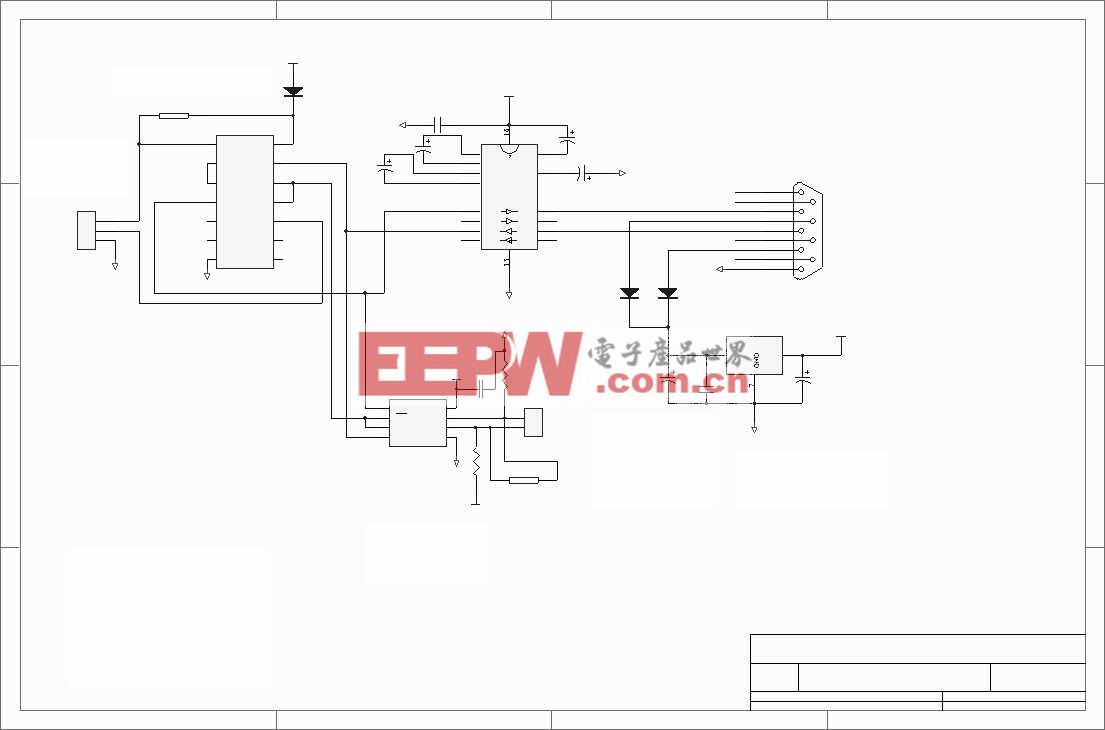
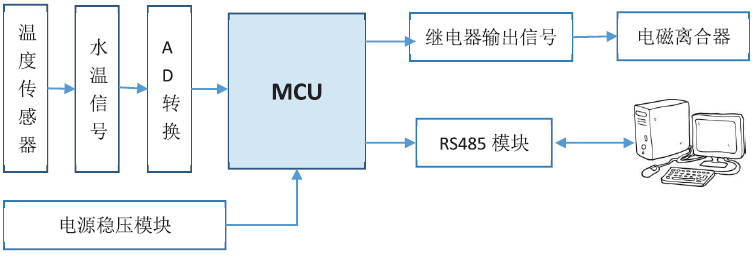
一、系统结构
系统采用PROFIBUS现场总线,PLC SIEMENSE S7400 PLC,通过PB-B-RS485与各种纺纱机通讯接口连接。
二、某典型纺纱机通讯规约
PB-B-RS485总线桥是PROFIBUS到RS485的透明转换桥,在RS485端可以与自由协议通讯,应用灵活简单。本章将介绍PB-B-RS485总线桥与某典型纺纱机通讯的实现过程。
1、通讯方式:主机循环查询分机。
2、帧格式:异步通讯方式,起始位(1bit)+数据位(9bits)+停止位(1bit)
其中:数据位的第9位为地址/命令或数据区分位,1—address,0—command or date
即:在主机发送“地址”时,第9位要置“1”,发送“命令”或“数据”时,第9位清“0”。
主机读命令:地址+地址+68H
分机回应数据顺序:数据(33bytes)+纵向XOR校验(1byte)
A班产量 (3bytes)bcd
B班产量 (3bytes)bcd
C班产量 (3bytes)bcd
D班产量 (3bytes)bcd
总班产量 (3bytes)bcd
车速度 (3bytes)bin
倒计数 (2bytes)bcd
定长 (2bytes)bcd
低速长度 (2bytes)bcd
底数速度 (2bytes)bcd
高速速度 (2bytes)bcd
速度比率 (2bytes)bcd
面板密码 (2bytes)bcd
当前班号 (1bytes)bin (0-A, 1-B, 2-C,3-D)
主机写命令:地址+地址+59H+数据(32bytes)+纵向XOR校验(1byte)
A班产量 (3bytes)bcd
B班产量 (3bytes)bcd
C班产量 (3bytes)bcd
D班产量 (3bytes)bcd
总班产量 (3bytes)bcd
车速度 (3bytes)bin
倒计数 (2bytes)bcd
定长 (2bytes)bcd
低速长度 (2bytes)bcd
底数速度 (2bytes)bcd
高速速度 (2bytes)bcd
速度比率 (2bytes)bcd
面板密码 (2bytes)bcd
分机回应主机:同读命令时的回应
换班命令:地址+地址+60H+班号(1bytes)
班号:0—A, 1-B, 2-C,3-D
分机只执行,不回应。





评论