
基于现场总线的连铸机控制系统
3.系统组成及功能
3.1硬件配置
每台连铸机自动化系统硬件主要由9套RockwellAutomation公司的ControlLogix系列PLC、4台操作站、1台服务器以及远程FlexI/O站组成,传动系统中主生产线设备全部由矢量变频器驱动,水泵使用软启动器,辅助传动设备由MCC控制。仪表系统主要由钢水快速及连续测温系统、大包、中包称重系统、结晶器液面监测及调节系统、结晶器水、二冷水流量检测及调节系统组成。
连铸机公共系统采用一套带扩展机架的PLC系统,用于连铸机本体台上及出坯部分共用设备的检测控制,PLC系统每铸流一套,用于本铸流系统的监测、控制。操作站布置在主控室、切割操作室用于对连铸机设备进行监视、操作、处理报警信息以及必要的人为干预。服务器用于收集生产数据,并进行处理、保存、传输。
3.2系统功能
连铸机自动化系统采用三电一体化设计,所有电控、仪控信号均接入PLC,安装在现场的热电阻、变送器、流量计及其它检测仪表采集仪表数据,开关、限位等设备收集工艺生产过程数据和设备运行状态,所有数据汇入PLC系统,再结合来自上位操作站的指令,按预先设定程序实现过程回路调节,电气设备顺序控制和传动设备控制。
3.2.1仪表系统
仪表检测主要包括大、中包钢水温度快速及连续测量,大、中包钢水重量测量,结晶器水压力、流量、进出口温差测量,二次冷却水压力、各段流量测量、调节。为了降低操作工人的劳动强度,提高钢坯质量,连铸机还采集结晶器钢水液位,通过电动缸调节中包塞棒开度,使钢水液位保持稳定。
二次冷却水配水系统具有手动和自动控制功能,内容包括水量分配、水表设定、跟踪调节、配水修正量调节、水流量、压力、温度及阀位的显示。PLC实现现场数据采集、跟踪调节,操作站完成水表的设定、水流量的显示和数据记录、数据打印和统计功能。
手动、自动控制:每流分四段配水,即足辊段、一段、二段、三段,每段设手动/自动转换功能。手动方式时,工作人员通过操作站画面上直接设定调节阀阀门开度来改变水量大小;自动方式下,系统将按预先选好的水表根据拉速的快慢自动调节水量,在浇铸过程中,可根据钢坯温度随时修正给水量。二冷水调节流程图如图2所示。
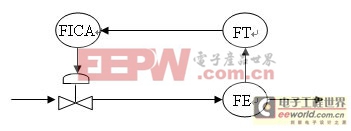
图2二冷水调节流程图
水表的选择与修改:在操作站中预定数十套配水参数可供使用,参数的内容包括:编号、钢种、断面及各段的配水比,操作人员可随时修改参数来改变配水。
3.2.2电器系统
电器设备的检测和控制主要包括:大包回转台的旋转、包臂升降、大包水口开闭,中间包车行走、对中、升降,结晶器振动、振频调节,拉矫机传动,拉矫辊压下,引锭杆上行、回收跟踪、脱坯、存放,铸坯定尺切割,以及切割前后辊道,输送辊道,翻钢机,铸坯分离机,步进冷床的控制。液压系统、油气润滑系统,干油润滑系统的检测、控制也由PLC完成。
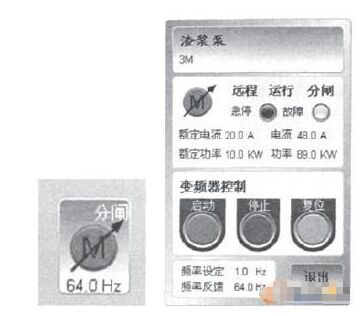
所有主生产线传动设备全部采用了变频器驱动,连铸机从钢包回转台直至横向移钢车等机械设备的传动中共使用了一百多台变频器,功率范围从0.75KW到45KW。所有变频器通过其内置的通讯接口联接RemoteI/O通讯适配器,直接挂在由九个RIO接口模块组建的九个RemoteI/O网络上,构成了基于RemoteI/O网络的传动系统。综合考虑RemoteI/O网络的连接距离和系统对实时性的要求,采用115.2Kbps的通讯速率。
RemoteI/O网工作在扫描器方式下,PLC处理器通过RIO接口模块和远程I/O适配器建立串行通讯链。变频器的通讯接口为RemoteI/O网中的网络设备提供直接、数字的通讯链路,系统通过组态PLC的I/O标签,利用通讯接口建立输入、输出数据链。对PLC而言,每台变频器被看作是一个安装有I/O模块的远程框架,只需要对这些模块进行读写,就可以向与其相连的变频器发送命令,控制设备的运行;又可从变频器读取各项数据,监视设备的运行状态,并将数据实时传送到PLC中。通过画面就可以在主控室的操作站显示器上,为操作人员提供了实时、详细的信息,并可以直接操作设备,甚至在变频器发出报警,出现故障时,可以及时复位变频器来避免因处理不及时而导致事故发生。连铸机的电气系统实现了传动设备的远程网络实时控制,使PLC对变频器的驱动实现了网络化数字式控制,以一条通讯电缆取代了大量的硬接线,与传统的模拟量、开关量控制方法相比,不仅大大提高了系统的实时性、精确性和可靠性,而且安装、调试、维护的成本也相应得到降低。
3.2.3操作站
HMI画面软件根据工艺要求,设有主画面、铸流概貌、出坯区概貌、拉矫机及引锭杆、结晶器液面、结晶器振动、大包/中包称重、液压系统、驱动装置运行状态,PLC状态等近20幅画面。操作人员通过对HMI的监控,可以实时观察到设备的运行状况,根据权限修改工艺参数,并及时处理报警事件,必要时可以人工干预设备运行。
3.2.4指挥调度系统
炼钢是一个复杂的生产流程,连铸坯的质量受到浇铸条件、过程状态的直接影响,即使采用了先进的工艺、设备和技术,但由于连铸生产工艺特点影响,炉次交接、设备故障及操作不稳定等都会不可避免地使生产过程出现波动、产生异常,从而使铸坯质量受到不同程度的损害,对后道轧钢工序和最终产品质量的影响不容忽视,给企业造成经济和产品信誉的损失。连铸机需要及时了解上道工序情况,转炉、精炼系统也必须掌握连铸机的浇铸情况,为了便于直观、迅速了解生产全过程状况,连铸机的自动化系统提供网络借口,与转炉、精炼、吹氩站等系统共同接入厂级管理网络,为生产调度统一协调指挥提供数据。
4.应用效果
宣钢炼钢厂连铸机自动化控制系统综合集成了PLC控制技术、画面监控技术、网络通讯技术以及变频调速技术,三电一体化的设计适应了自动化的发展趋势,实现了连铸机基础生产工艺过程的自动化控制,完成了连铸生产现场设备的自动联锁控制,介质参数的检测调节,数据的通讯处理、故障报警诊断以及生产状况的在线监控等功能。经过三年多的运行验证,系统控制功能先进、稳定可靠,有效地提高了劳动生产率,减轻了工作人员的劳动强度,对顺利投产、达产,增加生产效益以及维护安全生产都起到了积极的作用。





评论