
Rockwell现场总线在切片生产线中的应用
前言
随着打叶复烤技术的推广应用,各卷烟厂制丝线和膨胀烟丝厂家的工艺都使用经打包醇化后的片烟为生产原料。作为其第一道处理工序,其处理的效果如何直接关系到工艺质量,因此其控制系统的先进程度至关重要。本文介绍的基于RockwellABDevicenet现场总线技术的膨胀烟丝线切片回潮控制系统,具有运行安全可靠,实时性强,易于扩展的特点,达到了国内外卷烟制丝控制系统的先进水平。现将其电控系统设计的思路列示如下:
1、工艺设备流程的控制范围
切片回潮生产线工艺设备流程:原料(片烟)经101和102轨道式皮带输送机进入推板式垂直分切机,红三刀四片切片后经104提升皮带机进入105静态电子皮带秤称重后通过106振动滑槽进入滚筒式叶片回潮机进行回潮处理,经108振槽和109水份仪检测水分,通过提升皮带机110A和110裙边带提升机上楼进贮叶柜,进入下一道工序的处理。
该切片回潮控制系统控制范围包括自工位号101至109B。此段主要控制两台主机设备——推板式垂直切片机和直接回潮机,所控电机的类型和数量如下:单向直接启动电机9台、变频调速控制电机2台、双向双速控制电机1台。
2、控制技术要求及实现功能
2.1 纳入管控一体化
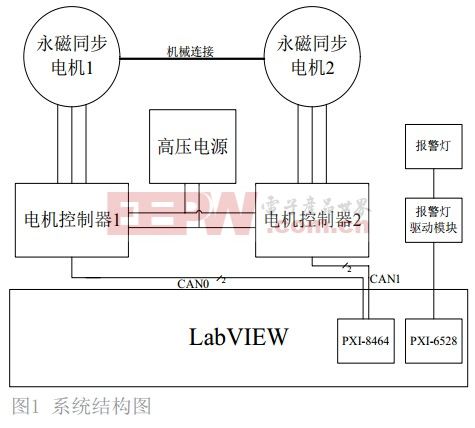
本段控制系统企业要求与其原生产线管控一体化控制系统融为一体,其管控一体化控制系统结构如图二所示。本主主要介绍管控系统该段的第一层和第二层设计。由于本文的主题和篇幅的关系对第三层和第四层就不再涉及。
第一层是直接控制生产装置运行的设备控制层,通常包括现场仪表和执行机构、FCS系统、PLC系统和其它形式的控制系统。这些系统这一层除完成一些常规控制外,还应赋予先进控制的智能,实现生产的优化运行。
第二层为集中监控层,通常供生产操作人员使用,保证生产正常平稳运行。工厂的中央控制室中操作人员通过计算机向现场发出生产控制命令,同时在计算机屏幕上查看现场的实时生产数据[1]。
2.2 实现功能
控制系统应具有两种操作模式,即本地控制模式和中控室远程监控模式。












评论