
基于模型自抗扰控制器在无主轴凹版印刷机控制中的应用分析
现在国内印刷机较多使用PID控制器,为了能获得更好的印刷效果,多以调节PID的参数为研究方向。自抗扰控制器继承了经典PID控制器不依赖对象模型的特性,同时又克服了经典PID的不足,如快速性与超调之间的矛盾,参考输入信号不可微,甚至不连续等。本文首次将自抗扰控制器应用到印刷机纠偏控制中,通过对印刷机物理结构的考察以及印刷工艺的理解,得到印刷机的纠偏模型。基于模型的自抗扰控制器同普通的PID控制器,以及普通的自抗扰控制器,进行了仿真对比,结果表明基于模型的自抗扰控制器具有明显的优点,即使模型的参数跟实际的对象参数有一定的差值【1】【2】【4】。
2无主轴凹版印刷机模型
有主轴凹印机以一根主轴整驱动各个色组,以保证同步。出现偏差后,通过调节摆辊位置来纠正偏差。但该结构易使主轴与各色组连接的轴承磨损导致印刷精度的下降,而且维护难度较大,印刷精度不高。随着对印刷品质量要求的提高,无主轴凹印机成为发展方向。该机型每一个色组都有自己的驱动,多用伺服电机或变频器驱动,通过调整驱动速度或位移来纠正偏差。其印刷精度高,但是控制起来更加复杂。鉴于凹印机发展方向,本文推导无主轴凹版印刷机的模型【3】【7】。下图是无主轴凹版印刷机的整个机组示意图:

其中MR是胶辊或称压辊,ML是各色组之间的导辊,MS是版辊,上面刻有印刷的图案。将其中一色组进行放大,分析其中的关系。
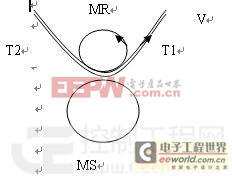
图2中的MR,MS如上所述,分别是胶辊与版辊,T2是这个色组同上一色组之间材料的张力,T1是同下一个色组之间的张力。V是材料的速度。MR的线速度为SPD1,MS的线速度为SPD2
对MR进行受力分析,Ts1-Tz1=J1
 公式(1)其中Ts1为胶辊的动力矩,也就是薄膜给胶辊提供的摩擦力,Tz1为胶辊受到的机械摩擦力,r1为胶辊的半径,胶辊的转动惯量J1一般小于版辊的惯量J2,其中J等于
公式(1)其中Ts1为胶辊的动力矩,也就是薄膜给胶辊提供的摩擦力,Tz1为胶辊受到的机械摩擦力,r1为胶辊的半径,胶辊的转动惯量J1一般小于版辊的惯量J2,其中J等于 。Ts1的最大值就是胶辊与材料发生相对滑动时的摩擦力Tms1。对于版辊MS,有Tm-Ts2-Tz2=J2
。Ts1的最大值就是胶辊与材料发生相对滑动时的摩擦力Tms1。对于版辊MS,有Tm-Ts2-Tz2=J2 公式(2) Tm为电机提供的转动力矩,其它与胶辊的定义方式相同。版辊与薄膜发生相对滑动时,Ts2的最大值Tms2小于Tms1(一般胶辊的表面比版辊表面粗燥,所以版辊与薄膜发生相对滑动的力小于薄膜与胶辊发生相对滑动的力),所以只要在运行时膜的张力不大于Tms2就可以正常印刷,不发生滑动。现在只要运行时薄膜张力小于Tms2,就可以保证正常印刷,这个Tms2也就是在纠偏时所允许的张力最大值,正常印刷时材料所需张力是小于此值的。
公式(2) Tm为电机提供的转动力矩,其它与胶辊的定义方式相同。版辊与薄膜发生相对滑动时,Ts2的最大值Tms2小于Tms1(一般胶辊的表面比版辊表面粗燥,所以版辊与薄膜发生相对滑动的力小于薄膜与胶辊发生相对滑动的力),所以只要在运行时膜的张力不大于Tms2就可以正常印刷,不发生滑动。现在只要运行时薄膜张力小于Tms2,就可以保证正常印刷,这个Tms2也就是在纠偏时所允许的张力最大值,正常印刷时材料所需张力是小于此值的。如图1,假定相邻两个色组1和2,色组1的速度是V1,色组2的速度是V2。根据广义胡克定律,在材料弹性形变内,应变与张力成正比,这样可得出两辊间由于速度产生的张力。假定V1与 V2是相同速度的,那么在相同时间t内经过两辊的薄膜长度是相同的www.cechina.cn,若V2>V1,在时间t内,两辊所经过的距离分别是V1*t与V2*t,当经过时间
 时,G1经过的材料长度是为
时,G1经过的材料长度是为 ,那么在此时间内G2经过的距离是 = *V2 ,那么则有
,那么在此时间内G2经过的距离是 = *V2 ,那么则有 ,令
,令 =K*(V2-V1),E为材料的弹性模量, 是材料在设定张力下两版辊间的长度,
=K*(V2-V1),E为材料的弹性模量, 是材料在设定张力下两版辊间的长度,  是材料在张力变化后的长度。这就是纠偏的最基本公式。在运行时只要保证K*(V2-V1)小于Tms2就可以正常印刷不拉断料。根据这个公式以及所采用的控制方法,比如使用速度还是位移作为控制量,以负偏差为输出,最终可以推导出印刷机的负偏差与控制量的微分方程模型,这样输出的负偏差就可以纠正出现的偏差了。
是材料在张力变化后的长度。这就是纠偏的最基本公式。在运行时只要保证K*(V2-V1)小于Tms2就可以正常印刷不拉断料。根据这个公式以及所采用的控制方法,比如使用速度还是位移作为控制量,以负偏差为输出,最终可以推导出印刷机的负偏差与控制量的微分方程模型,这样输出的负偏差就可以纠正出现的偏差了。3基于模型的自抗扰控制器
自抗扰控制器(ADRC-Auto Disturbance Rejection Controller)由跟踪微分器TD,阶扩张状态观测器ESO,非线性组合NLSEF组成,TD用于跟踪给定V并且给出一个平滑的输入V1,同时给出其微分信号。NLSEF的原理就是大误差小增益,小误差大增益的非线性比例环节,ESO用于给出输出的跟踪信号CONTROL ENGINEERING China版权所有,及其微分信号,它的另一个主要功能就是能估计出扰动项,以消除静差【5】【8】。假设 是已得到的模型,那么基于模型的ADRC具体形式是:
(1)TD方程

(2)ESO方程
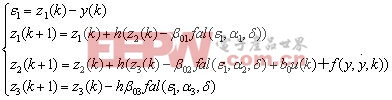
(3)NLSEF方程
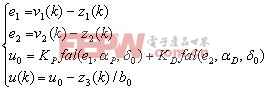
对于上面的各方程,调整好参数后系统既能有快速性,又有稳定性,具体参数调试方法以及各参数的定义,可以参阅其他有关自抗扰控制器的论文。


评论