
焊接机器人柔性焊接工作站的设计
1技术方案
机器人柔性焊接工作站立足于一小型自动化流水线作业,能焊接长度在2.5米以下的各种工件,集自动上料、半自动定位装卡、自动焊接、自动卸货于一体。从而降低工人劳动强度,提高生产效率。为了达到总体设计要求,制定了满足要求的技术方案,该设备主要由工件定位工装、智能搬运器、变位机、构件周转架、码垛架、送料机构、电气及气动系统等构成一小型流水线,见图1。
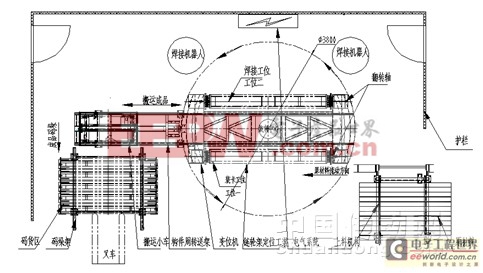
图1机器人柔性焊接工作站平面图
主要流程:1)上料机构把原材料输送到工位一;2)人工辅助装卡定位;3)变位机把装卡好的工件旋转到工位二;3)机器人焊接位置1;4)翻转轴翻转90度;5)机器人焊接位置2;6)翻转轴翻转180度;7)机器人焊接位置3,工件焊接完成;8)变位机把焊接完的工件旋转到工位一;9)智能搬运器到工位1取货搬运到码货架。这样一个流程结束,其中,工位一装卡区和工位二焊接区同时进行,大大提高了焊接效率。
2变位机的设计
变位机是机器人柔性焊接工作站的核心部件,主要由钢结构、旋转轴、翻转轴、导轨、快速卡环等组成,如图2
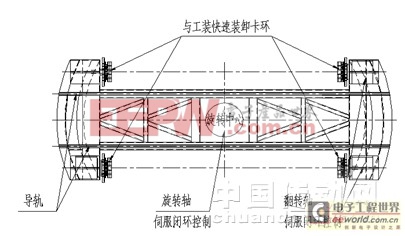
图2变位机平面图
各部分的主要功能:(1)钢结构为支撑部件;(2)旋转轴使工位一和工位二的位置互换,达到焊接、卸货和装卡目的;(3)两个翻转轴为工位1或工位2的变位,使得机器人在最有利于焊缝成型的位置焊接和工件装卡;(4)导轨作用是导向智能搬运器横移到变位机上取货;(5)快速卡环主要是焊接不同工件时快速更换工装。
机器人柔性焊接工作站焊接精度主要由变位机的精度确定,由于机器人柔性焊接工作站的焊接精度在0.5mm以内,即变位机直径为3.8米的转盘在旋转180度后的定位精度在0.5mm以内,翻转定位精度也要在0.5mm以内。为达到以上要求,传动采用伺服电机+复式活齿减速器,传动精度达到0.01mm。



评论