
卷板机数控系统的硬件和软件设计
数控系统主要是由硬件和软件两大部分组成。系统控制软件配合硬件合理的组织、管理数据系统的输入、数据处理、插补和输出信息与控制执行部件,使数控卷板机按照操作者的要求,实现卷制。
1 数控系统的硬件设计
该系统采用层次化CNC系统思想,即PC工控机的CPU作为核心管理者,完成对底层设备的管理和宏观控制。而卷板机的位置控制PLC 控制由PMAC Programmable Multiple-Axes Controller 的专用CPU来控制。根据以上硬件设计原则,结合卷板机数控系统的特点,提出了一种以PMAC运动控制器为控制核心,工控机为系统支撑单元的双CPU开放式数控系统。
硬件设计应用了PC硬件技术。整个系统的基础是Pentium III 400 工业控制机,采用工控机的CPU 作为系统的主处理器,完成系统的管理、人机交互动态显示、预处理、参考计算及图像处理。采用标准总线技术(ISA 总线),有效的解决了因总线不同所带来的硬件不能公用问题。
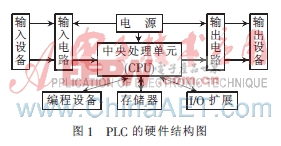
具有强大的人机交互操作功能。机床操作人员可以通过软盘在I/O 设备输入加工所需信息,也可以通过系统所提供的编辑功能,输入加工信息系统运行时,显示器上的图像和数据反映各个位置传感器反馈的加工信息。可以通过键盘或操作面板进行控制。横移等位置检测传感器采用磁栅R,其精度为0.05mm。主轴位置检测传感器为旋转编码器,1048线。通过位置传感器反馈达到半闭环控制,以保证机床的定位精度和运动精度。强大的开放式模块化硬件结构。CNC 系统包括以下模块:运动控制模块、PLC 模块、基本输入输出模块、通讯模块。运动控制模块是独立完成运动功能的模块,是硬件和软件的集合体,控制目标是速度位置及转矩。PMAC 是功能强大的运动控制器,在系统中起着关键作用,是极其重要的一个模块。
PMAC自带高速CPU,是一个具有独立内存、独立运算操作能力的计算机,可接受PC主机的命令进行工作,也可脱机运行独立工作。系统开发了PMAC运动控制器的如下功能:1,用增量式A/B正交编码器实现位置和速度反馈,也可以连接一些适当的附件实现反馈。2,运用PMAC运动控制器的DSP板具有的强大的计算功能,对变量、常量进行算术、逻辑以及超越运算操作,进而避免了主机在进行这些操作时所造成的计算延迟和通讯延迟。3,利用PMAC的多轴运动程序管理功能。PMAC运动控制器的内存可以存储多达256 个运动程序。在PMAC运动控制上执行的运动控制语言具有BASIC或C等高级计算机语言的特点,同时它与G代码机床兼容,并且可直接接受G代码命令。计算结构和逻辑结构与计算机语言相似,并且运动规范与机床工业中所使用的相似。4,后台PLC功能。当运动程序在前台有序地运行时,PMAC 运动控制器可以在后台运行多达32不同PLC功能。同时PMAC提供了非专用的数字输入和输出口。利用这些I/O口,程序可以完成PLC功能PLC程序与运动程序共享同一种逻辑结构,但不能控制运动轴。
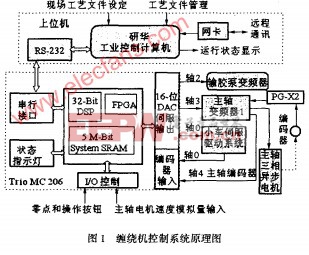
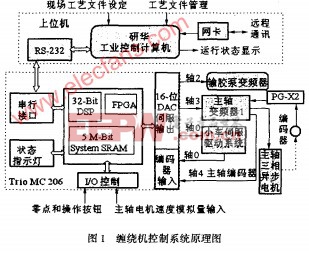
PMAC接口的设计。卷板机数控系统的执行元件并不是伺服电机,其位置控制是通过磁栅和旋转编码器来实现位置反馈,使用MACHI口连接了4组传感器,用来检测位置实现位置控制卷板机控制系统中所有状态检测和所有元器件控制都是由PMAC的输入、输出控制板控制的其原理如图2所示。

采用双端口RAM(DPRAM)作为主机和PMAC之间通讯的桥梁。DPRAM是PMAC的备选件,为主机和PMAC之间的可以共享的高速内存区。利用DPRAM,PMAC 和主机之间可以实现高速重复不需“握手”的数据通讯,实时方便地进行数据交换。例如,主机可以将位置、速度信息实时地AM发送到PMAC,由PMAC 进行位置控制;同时,主机还可以读取PMAC 存放在DPRAM中的机床状态信息。
此数控系统采用计算机总线和PMAC 进行通讯,实现主机的实时中断,进而有效地提高了通讯效率和通讯速度。当PMAC产生的终端信号出现在主机的总线上时,主机开始计算新的控制数据并将数据写入到DPRAM中,PMAC 则从DPRAM中读出数据对电机进行控制;同时主机从DPRAM 中读出反馈数据,进行处理,完成实时显示机床位置机床状态监控等功能。
2 数控系统的软件设计
为了保持所开发系统的技术先进性,同时使系统有一定的功能可扩展性,项目选择了开放式数控系统的设计思想与方法。其系统的总体方案如图3所示。


评论