
数控系统在凸轮轴高速磨床上的应用
数控凸轮轴高速磨床是生产汽车和发动机凸轮轴(见图1)的主要加工工具,主要用于凸轮轴的非圆轮廓高精度加工,对加工磨床的加工精度要求很高。
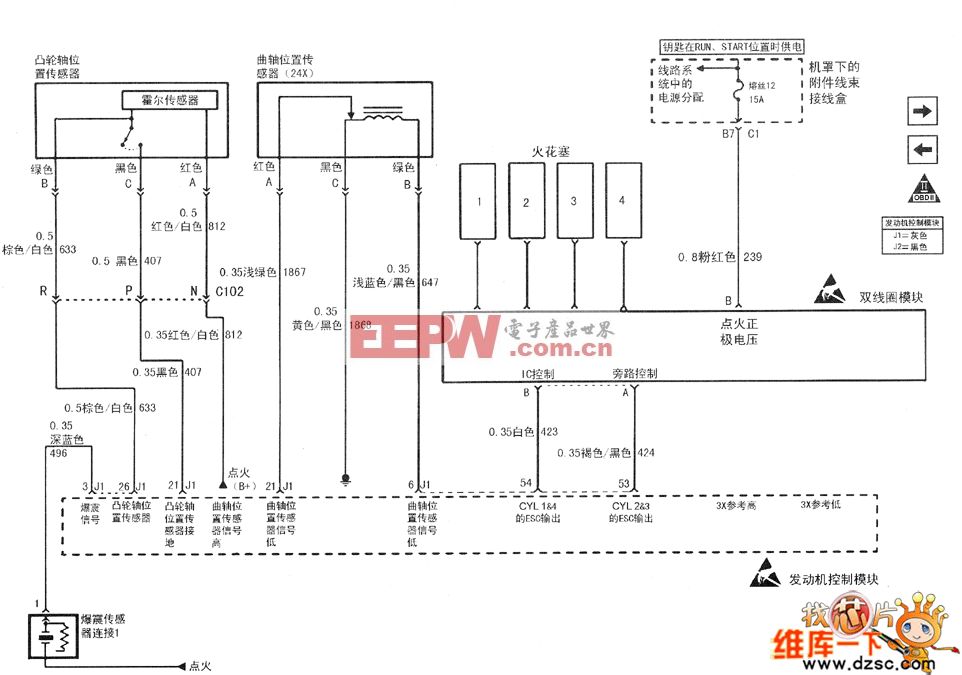
本文中选用了中达PUTNC-H6系列通用数控系统的机床通过数控系统来实现控制砂轮架进给、靠模换片、工作台移动和砂轮修整等运动控制。可根据需要选择最合理的砂轮修整次数和修整量来提高表面磨削质量,降低砂轮消耗。砂轮主轴系统采用最新的线速度模型,可以根据砂轮直径修正变化和线速度工艺要求自动补偿,来实现恒线速磨削,大幅度提高加工精度和效率,避免凸轮轴磨削时易发生的表面烧伤。
机床主传动系统采用交流伺服电机和滚珠丝杆结构,进给精确,动作可靠。同时机床具有多种自动保护功能,有效提高了设备的安全性。

图1 凸轮轴
2.PUTNC-H6通用数控系统介绍
PUTNC-H6通用数控系统(图2),是中达电通结合前期H4系列通用数控系统在产业机械上应用的成功经验而研发的通用型数控系统,具有以下特点:

图2 PUTNC-H6通用数控系统
1)分体式设计,可选配第二辅助操作面板,H6系列接口采用高清晰彩色8"英寸LCD液晶显示,H6CL系列更采用10"LCD液晶显示,显示的分辨率和色彩的明亮度都较早期H4系列产品有大幅提升;
2) 最新PLC软件和LCD接口编辑软件,可以根据不同机床工艺要求任意修改接口,可以为不同的产业机械打造客制化控制方案;
3) 数控系统可以自动识别电压或者脉冲控制方式,分辨率可设定至7 位数,任何轴向均可外接光栅尺,实现全死循环控制架构,最大响应频率2000kpps,控制精度更高;
4) 当数控系统的命令控制方式为脉冲类型、开环控制方式时,也同样具有编码器脉冲回授功能,用以比对伺服轴是否到位,有效防止撞机;
5) 相对于以往中达电通数控系统,优化的加减速曲线模型,0.5μs的处理响应,能够对刀具路线平滑处理,有效降低加工零件的表面粗糙度;

伺服电机相关文章:伺服电机工作原理


评论