
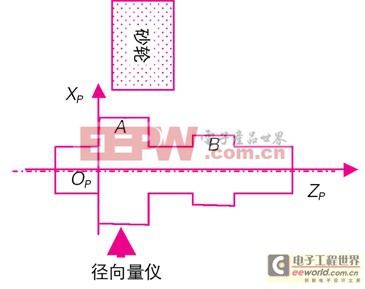
径向量仪校正工件坐标原点的方法
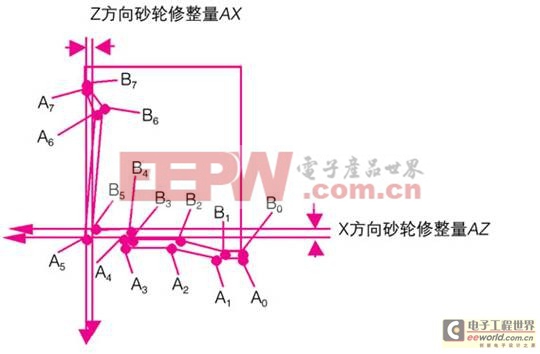
图2 砂轮修整量与砂轮坐标原点的调整
结论
1)传统的基于砂轮修整量进行工件坐标原点补偿,有可能因为金刚笔的磨损、机床床身的热效应、新修整的砂轮的过于锋利等原因导致补偿不准。一个普遍的现象是,每次修整砂轮之后,磨削的第一个工件,尺寸总是偏大或者偏小。通过径向量仪对工件坐标原点进行调整后,砂轮在a段对工件坐标原点的位置与预设的a段尺寸精确相符,也可以使a段工件尺寸与预设的尺寸精确相符,以此为基准,对b段和其它段进行磨削加工,如同对砂轮行走的精确性做了一次实时校正,可以有效地消除砂轮锋利程度、机床热效应、金刚笔磨损等原因引起的补偿误差。
2)可以采用工件坐标原点双补偿的方法。首先在砂轮修整后,即对工件坐标原点进行补偿;然后,令砂轮对装有量仪的a段进行磨削,根据磨削的结果,再次调整工件坐标原点。
3)也可以取消砂轮修整后的工件坐标原点补偿。这样做的效果是,由于砂轮修整后,砂轮半径比原来减少了δx。平均来说,砂轮要以粗磨的速度多行走δx的距离,才能达到砂轮修整之前接近工件的程度。但是,这点细微的差别在对a段进行磨削之后,就不存在了。
4)无论工件坐标原点采用什么方法补偿,砂轮修整原点的补偿仍然应该是每修整一次,就调整一次,修整多少,就调整多少。砂轮修整原点与砂轮实际尺寸位置一致。
作者简介
胡东红(1966-) 男 博士后/副教授,主要研究方向:高档数控技术。
参考文献
[1] 国际斯来福临集团的高性能磨床.wmem,2007(2):99~100.
[2] 刘兴国.国内外超高速磨削的现状[j].机械工人(冷加工),2004(9):16~22.
[3] 陈美福.对发展我国数控磨床的浅见[j].世界制造技术与装备市场,2006(5):5.
[4] 胡东红,王平江,陈吉红,等.外圆磨床数控系统研究[j].机床与液压,2009(5) .
[5] choi hyu, kim jeong du. development of monitoring system on the diamond tool wear. international journal of machine tools and manufacture [int j mach tools manuf], 1999, 39(3): 505~515.
[6] frederick m. proctor, james s. albus. open-architecture controllers. ieee spectrum, june 1997.
[7] 熊清平.数控系统技术的发展趋势[j].机电工程技术,2004(09) .
[8] 王鸿伟.磨加工过程中的主动测量仪[j].轴承,2001(04).
[9] 杨琦.数控机床中在线测量的控制及通信[j].现代零部件,2005(07).
[10] 辛德玺,孙涛.机械加工中的主动测量仪控制[j].中国集体经济(下半月),2007(05).
[11] 喻红,胡乾斌,张曰敏,等.外圆磨床的在线检测及数控系统[j].机械与电子,1998(01).
[12] 王清明,卢泽生,董申,等.机械加工在线测量技术综述[j].计量技术,1999(04).
[13] 杨斌.微米级自动测量仪的设计[d].北京:北京交通大学,2009.
[14] j. s . chen. , thermal erro rmodelling for real-time error compensation int j. adv . manuf . techno l 1996 (12).
[15] j. mou. , an innovative approach to increase the accuracy of multi-axis machines for process-inspection journal of manufacturing science and engineering 1996 vo l 118.


评论