
现场总线在污水处理厂控制系统中的应用
1 引言
随着计算机、控制、通信、网络等技术的发展,作为工业控制数字化、智能化与网络化典型代表的现场总线(fieldbus)技术发展迅速、影响巨大,引起了工程技术界的普遍应用。fieldbus技术使计算机控制系统逐步从集散控制系统(distributed control system dcs)走向以现场总线为基础的分布式现场总线控制系统(fieldbus control system,fcs),被视为工业自动化领域具有革命性的新技术。现场总线是当今自动化领域技术发展的热点。本文以实际日处理量为5万m3的污水处理厂自动化项目为例,详细说明了modbus和profibus两种现场总线控制系统在污水处理厂的应用。
2 污水处理工艺
污水处理主要通过生物处理来完成,本污水处理采用奥贝尔氧化沟工艺,具体流程如图1所示。
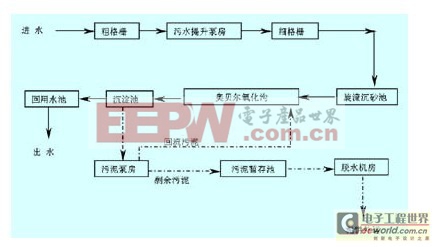
图1 奥贝尔氧化沟工艺流程图
以上设备均有现场手动和远程控制方式选择,当选择远程自动方式时,其所有动作均由plc完成。通过上位机(监控计算机)可实4现全厂设备的监视和控制。
3 现场总线与系统监控
3.1 控制系统总体
污水处理厂二期自动控制系统采用法国施耐德公司的quantum系列plc做主站,集成profibus dp、modbus 、ethernet网络形成一个完善的控制系统,完成整个工厂净化流程的控制、监视及各开关量、模拟量的采集和报警。
根据污水处理工艺,控制系统由二级网络组成,管理级计算机通过以太网和plc进行互联和通讯;两台dell台式机为监控计算机,它们互为冗余和备份;plc通过profibus网络与各子站进行通讯,完成净化厂各功能块数据的采集、监视和控制;plc同时通过cpu自带的modbus接口与软起动器、变频器和pm500多功能电表组成modbus网络。
监控软件采用美国wonderware公司intouch 9.0版本。编程软件为concept v2.5 xl;profibus网络组态软件为sycon,包括:监控层(中控室):完成操作、监视、报表、报警及与外网的通讯。网络集成层:本系统网络集成层采用quantum plc集成ethernet、profibus、modbus网络。设备控制层:profibus、modbus网络,与现场设备、仪表、输入/输出点(i/o)的连接。系统构成示意图参见图2。
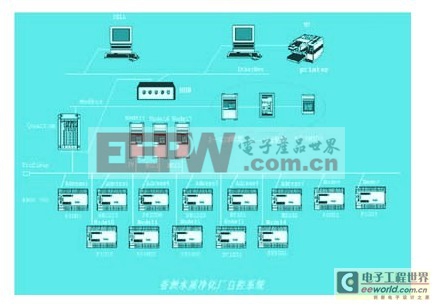
图2 监控计算机及plc网络图
3.2 modbus网络原理设计
modbus是工业控制器的网络协议中的一种,使用主—从技术。主设备可单独和从设备通信,也能以广播方式和所有从设备通信,如果单独通信,从设备返回一消息作为回应,如果是以广播方式查询的,则不作任何回应。
modbus协议建立了主设备查询的格式:设备(或广播)地址、功能代码、所有要发送的数据、一错误检测域。从设备回应消息也由modbus协议构成,包括确认要行动的域、任何要返回的数据、和一错误检测域。如果在消息接收过程中发生一错误,或从设备不能执行其命令,从设备将建立一错误消息并把它作为回应发送出去。设定的参数为19200波特率、无奇偶校验、停止为1、协议为rtu(远程终端设备)。
该项目自控系统的modbus网络上共有20个站:以quantum系列的cpu-11303为主站;19个从站包括13个施耐德的软起动器、2个施耐德的变频器、4个施耐德的综合电表pm500以组成自控系统的modbus网络。主站plc发出查询的要求,19个从站将主要设备的主要电气参数如电流、电压、力矩、频率、功率因素、有功功率、无功功率等信息传送到plc,并定期刷新后一再传送。监控计算机通过modbus以太网通信程序读取plc的信息,并传送到intouch监控软件。modbus网络在本自控系统中主要起监视而没有起控制的作用。modbus网络的安装和调试,本系统采用modscan软件。
3.3 modbus工程施工关键
(1)通讯介质采用超五类屏蔽双绞线,主要是考虑rj45接头的连接。我们在实验时曾用过一般导线,对通讯效果并无影响。可见modbus对通讯介质并无特殊要求;
(2)连线应尽量短,够用即可,不仅看起来整齐,而且对于不同设备间的通讯,尽量短的线总是稳定性要好的多;
(3)导线一定要保证完好无损,接头一定连接紧固,要反复测试确认。因为在调试过程中,任何一点的虚接都可能造成通讯的失败,而且极难查找原因。一个可靠的硬件连接可省去调试过程中很多不必要的故障和故障查找的步骤;

陀螺仪相关文章:陀螺仪原理
双绞线传输器相关文章:双绞线传输器原理










评论