
变频调速在带钢彩色涂层生产线中的应用
辊涂机是带钢彩色涂层生产线中的关键设备,它的运行决定了降层厚度和涂层质量,并且直接影响机纽的作业率,因此,必须正确选择较适宜的涂敷设备和最佳的涂敷工艺。使机组发挥最大效益,辊涂机是目前使用最广泛的涂敷设备,它具有工艺灵活,操作方便节省涂料、涂层厚度易于控制等优点。
辊涂帆的命名一般按辊涂方法来分娄,如:二辊式辊缘机,三辊式辊豫机,正向辊潦机,反向辊橡机等等辊涂法的基本类型很多,在同一台辊溶机上,又可采用不同的辊涂方法,这主要依工艺情况来定,最常用的辊馀方法有自然辊涂法、自然反转法、全反转法。为了满足各种擦l料,涂层厚度及不同的基材的需要,保证工艺所要求的各辊及带钢之间的不同速比,目前,辊涂机的各涂层辊基车都是采用单独驱动的方式在南方钢铁公司1250MM宽带钢彩色崃层生产线机组中现用辊埭机为二辊式辊涂机,采用的辊涂方法为二辊自然反转法。
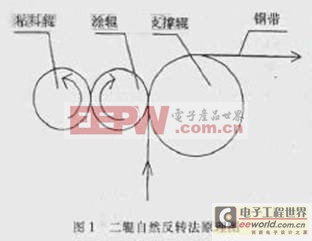
2 二辊自然反转法工作原理
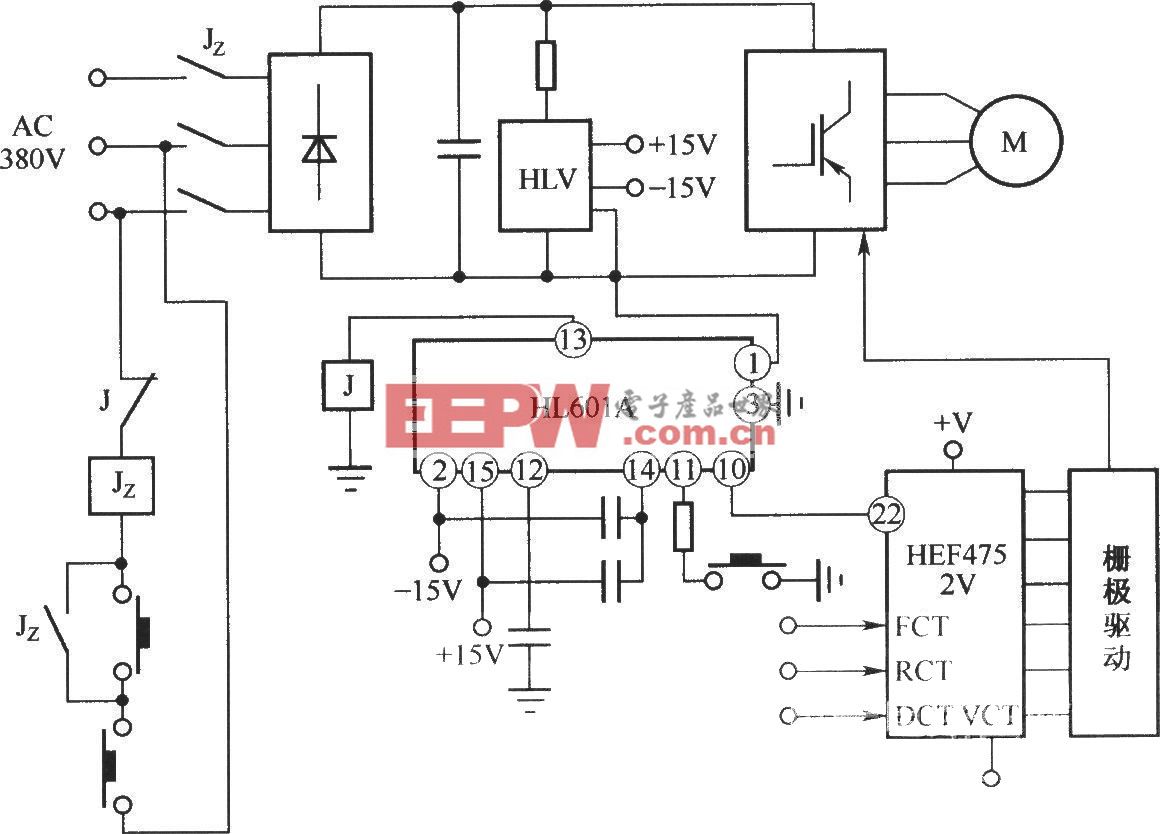
从图1可知,二辊自反转法的工作原理即:涂辊的旋转方向与锕带运行方向相反,粘料辊的旋转方向顺着涂辊的旋转方向相向运行。钢板涂层厚度的控制通过改变各辊的相对速度,间隙(挤压力)来实现。在各辊间隙一定情况下,潦辊的速度要跟随支撑辊的速度变化而变化,即钢带(机组)的运行速度变化,设机组运行速度为l00%,通常情况下涂料辊的速度为带钢运行速度的50%~150%,粘料辊的速度约为带钢运行速度的20%~60%,但由于不同的涂料和不同的基材以及不同要求的涂层厚度。所以,各辊的建度有时要根据生产工艺来确定,这是涤层工艺的本身特点所决定的,针对这一特点涂辊驱动装置我们选用了变额器驱动,并通过网络通讯进行工艺操作及速度控制。在实际应用中,该系统操作方便,能满足不同工艺要求所需的各工作辊的速度。大大节省设备成率及生产成本。系统控制碾理姐图2所示。




评论