
AT89C51单片机在数控车床切削力测量中的应用
在数控车床的加工中,切削力的测量甚为重要。通过对切削力的测量可以分析与研究数控车床各零部件、机构或结构的受力情况和工作状态,验证设计和计算结果的正确性,确定整机工作过程中的负载谱和某些物理现象的机理。因此,他对发展设计理论、保证数控机床安全可靠地运行以及实现数控机床自动加工、自动检测、自动控制和切削力过载报警等都具有十分重要的作用和适用价值。
2 系统硬件接口电路的设计
系统硬件原理框图如图1所示。系统以AT89C51单片机为控制核心,外围电路针对单片机的功能特点而设计,充分利用了AT89C51单片机片内资源丰富的特点,简化了外围电路,提高了可靠性。下面对系统中主要功能模块与硬件可靠性技术逐一分析。
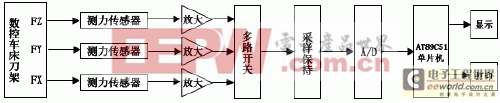
图1 系统硬件原理框图
2.1 切削合力与分力
为了便于测量和研究数控车床切削力起见,尤其是为了适应生产中设计和使用数控机床、刀具和夹具的需要,一般都把总切削力Fr分解成三个互相垂直方向的力,即Fz、Fy、Fx来研究。
2.2 测力传感器
通常测力仪中最常用的传感器是电阻丝应变片和压电晶体。我们所设计的八角环测力仪是一种电阻丝应变片式的测力仪。其工作原理是测力仪的八角环是弹性元件,在环的内外壁上粘贴电阻应变片,并连结成三个电桥以作为测定X、Y、Z三个方向切削力的传感器,在数控车床车削时,车削力经工件转动传递于车刀上,再由车刀刀杆传递到八角环,八角环的变形使紧贴在其上的电阻应变片也随之变形,电阻值R发生了变化(R±ΔR)。当应变片受拉伸时,电阻丝直径变细,电阻值增大(R+ΔR),当应变片受压缩变形时,电阻丝直径变粗,电阻值变小(R-ΔR),从而输出正比例电信号。实验得知,由于电阻应变片的电阻变化很小,所以必须将信号放大到0—5V后才能输入单片机控制系统进行相应的处理。
电阻应变片组成的电桥如图2所示。a)图为等臂全桥电路,b)图为卧式半桥电路。
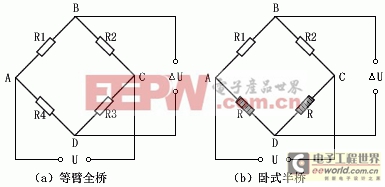
图2 电阻应变片组成的电桥
图2中a)为由电阻应变片所组成的电桥R1、R2、R3、R4分别为四个电桥桥臂的电阻。当A、C端加以一定的桥压U时则B、D端的输出电压 U由下式求得:
(1)
由式(1)可知,当R1R3=R2R4时,电桥输出电压ΔU=0,即电桥处于平衡,这就是在进行切削力测量前必须进行的电桥平衡的调节工作。在切削力的作用下,应变片的电阻发生变化,破坏了电桥的平衡。若R1、R2、R3、R4分别产生ΔR1 、ΔR2 、ΔR3 、ΔR4的电阻变化,则由式(1)电桥的输出电压为:
(2)
由式(2)可以看出电桥的一个重要性质,当电桥相邻两臂有符号相同的电阻变化时,电桥输出电压为两桥电阻变化相减的结果。因此,在测力仪接桥时,为使电桥有较大的输出,则应使电桥相邻两臂有符号相反的电阻变化,而相对两臂有符号相同的变化。这就是本测力仪布片于接桥的原则。
测力仪常用的电桥有等臂全桥(电桥由四个臂组成,R1=R2=R3=R4)及半桥(电桥由两个臂加上两个固定电阻组成,R1=R2=R),如图2所示。由式(2)两种电桥的输出电压为:
全桥:ΔU=U/4R(ΔR1-ΔR2+ΔR3-ΔR4) (3)
半桥:ΔU=U/4R(ΔR1-ΔR2) (4)
比较(3)和(4)可知,当 ΔR1= ΔR3=+ΔR; ΔR2=ΔR4=-ΔR时,全桥的输出为半桥的两倍,也即全桥的灵敏度为半桥的两倍。因此,为提高测力仪的灵敏度,即电桥有较大的输出,我们在设计测力仪时采用了等臂全桥的测量电路。
2.3 量程放大器
把传感器输出的信号一般为μv— mv级,放大到模数转换器所能接收的统一电平0—5V。
2.4 多路开关
把数控车床切削过程中由传感器变换后的各路的电信号与A/D相连,以便进行A/D转换,这样既可节省设备,又不至于使各个被测参数之间互相竞争。多路开关每次闭合的通道号由程序控制。
2.5 采样保持电路
由于现场所测的切削力是连续变化的,而单片机采样却是断续的,为了使参数未被采样时仍能维持原来的数值,所以需要增加一采样保持电路,我们采用了大规模集成电路芯片LF398。







评论