
分布式木材干燥计算机控制系统
关键词:分布式控制系统 单片机 木材干燥
1 引言
木材干燥技术是一项包含有多种不定因素的复杂过程。木材干燥实际上是通过改变木材干燥窑内的温度、湿度来控制木材干燥过程的木材含水率,使的木材含水率按一定的工艺要求缓慢的降低,以保证对不同材种的干燥质量要求。因此,在木材加工过程中,干燥技术是极为重要的环节。自八十年代开始,国外一些木材加工工业比较发达的国家,其木材干燥控制技术也经历从手动、半自动、全自动及基于串行通讯的分布式木材干燥计算机控制系统。并且,自九十年代中期开始,国内高档次的木材干燥控制器的市场几乎被德国、意大利等发达国家垄断。本文介绍的是一种适合我国国情的面向中、高档次应用的分布式木材干燥计算机控制系统。该系统已经批量生产,取得了良好的社会、经济效益。
2 系统的总体框图
为了保证对多个木材干燥窑的监控与管理,本设计的控制方案采用分布式的系统组成结构。即对每个干燥窑配备能独立工作的从机,每十个从机配置一台主机进行集中监控管理,上下采用主从式管理形式。系统总体结构如图1所示。
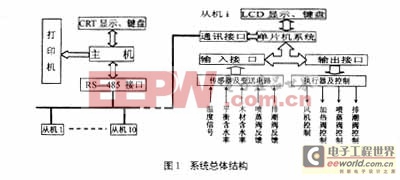
系统的各部分功能和关系如下:
①主机采用研华工控机,为管理计算机。完成参数设置、数据存储、处理及打印功能。
②从机为控制机,采用51系列77E58单片机,实现每个干燥窑的独立控制功能。并能在主机关机或出现故障的条件下,独立地实现所有的控制功能。
③串行通讯采用RS—485接口实现一对多通信,主要是主机向从机发送木材干燥各阶段的控制参数,从机完成将现场采集的各种信号、数据传给主机,用于主机的集中显示、数据处理及打印。
④从机从输入接口采集传感器、变送器的输入信号,采集输出设备的反馈信号,实现对传感器及对输出设备的监测。
⑤从机根据设定的参数及现场采集的数据,通过输出接口对干燥窑内的温度、湿度等信号进行连续或位式控制。
3 系统的工作方式
该控制系统以木材干燥窑为监控中心,木材干燥内的温度、平衡含水率、木材含水率与控制信息和设备运行状态可根据用户的要求,对单个干燥窑或全部十台干燥窑进行监控显示。主机可以对从机进行参数设置,主机软件控制模块完成对各个干燥窑的参数设置或修改确认后,主机即将新的参数发送给从机。通过从机的键盘亦可设置各种控制参数,从机可独立工作。从机通过输入接口不间断的采集温度、平衡含水率、木材含水率等信号,并根据从机内部控制模块的设置参数作出控制决策,驱动设备运行。当受到主机的访问时,将干燥窑内的各项数据及设备运行反馈信息,通过串行方式传输到主机.主机接到各从机的数据后,进行数据处理,在监控画面上显示当前各干燥窑的状态信息,井将此信息实时地存入数据库中,以备用户随时查阅历史数据。可将一段时期内的数据汇成报表或汇成图形曲线,实现对数据的分析与管理。
4 系统的硬件组成
考虑到木材干燥系统的运行现场环境恶劣,温度较高且湿度较大,电网电压不稳定,用户维护能力弱等因素。控制系统的主机选用研华工控机,并配备一个RS—232/485转换模块,实现与各从机的通讯。从机部分以51系列的77E58单片机为核心,外接数据采集输入电路、状态监测电路、输出控制电路、键盘和LCD显示等部分组成。图2为从机的系统结构图。
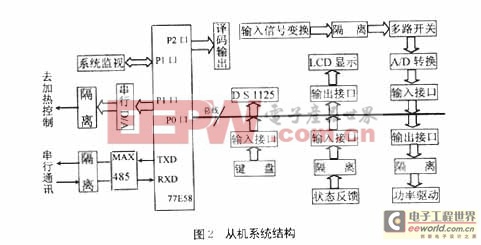
从机主要承担对干燥窑运行的数据、状态采集和控制任务。微处理器选用77E58单片机主要是因为其内部含有32K程序存储器,既满足了软件容量的要求,又简化了电路的设计。由图2可以看出系统所有的输入、输出部分均采用了隔离技术,既使现场存在较强的干扰情况下,系统仍能稳定可靠地工作。每个从机上配置的基本传感器有:2路温度传感器采用PT—100铂电阻;2路平衡含水率传感器(自制);6路木材含水率检测。其中,木材含水率的检测准确与否与系统的控制精度、质量有很大的关系。本系统利用电阻法检测木材含水率,即利用了木材的含水率与其电阻率、密度、温度的对应关系的数据,并且采用了《温度自补偿电阻式木材含水率测定仪的研制》(省科委1994)课题的研究成果,对原木材含水率的曲线拟和算法作了进一步的优化,更好地保证了检测精度。6路木材含水率测试为一个独立的变送单元,经隔离后输入给单片机。
从机输出控制的执行机构主要有:窑内温度控制的电动伺服阀(连续调节);用于控制平衡含水率喷蒸阀、排潮阀(继电器输出位控方式);风机控制采用独立的具有定时换向控制模块,风机的正、反向换向时间分档可设。控制设备的状态反馈主要有:风机工作状态反馈;喷蒸阀、排潮阀工作状态反馈等。
5 控制系统的软件
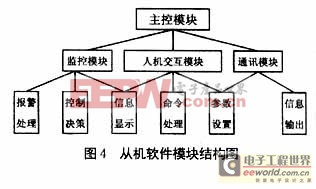
整个系统采用了能对多个木材干燥窑进行监控的分布式系统结构和主、从机的体系结构,其软件系统由相对独立的主机软件、从机软件两部分组成。主机软件采用VB语言编写,从机软件采用汇编语言编写。图3与图4是主机与从机软件模块结构图。
图3中的监控平台界面通过6个子模块实现主机的所有集中管理、监控功能。图4的主控模块通过监控模块、人机交互模块和通讯模块来完成实时监控与管理任务,并且所有的工作又分解在报警处理、控制决策、信息显示、命令处理、参数设置和信息输出子模块来完成。
由于木材干燥窑控制系统是一个时变的、大滞后的、非线性的被控对象,控制决策方法上采用模糊加PID控制方式,达到了预期的控制精度要求。

6 结束语
本设计项目自1999年12月通过鉴定以来推广应用达100余台套。其中,哈尔滨北鹤木业6套,七台河双叶木业26套,山东蓬莱环球木业60套等。系统长期运行技术指标为:温度控制精度为±1%度;平衡含水率控制精度为±2%;6点含水率平均检测误差为±2%。该项目的推广使用,对有效的降低工人的劳动强度,缩短木材干燥周期,提高我国木材、家具的质量有着十分重要的社会、经济效益。
参考文献:
[1]李华.MCS51-单片机实用接口技术[M].北京:北京航空航天大学出版社,1994
[2]周航慈.单片计算机实用编程技术[M].北京:北京航空航天大学出版社,1996
[3]李士勇.模糊控制、神经控制和智能控制论[M].哈尔滨:哈尔滨工业大学出版社,1998








评论