
采用扫描振镜与高温计的激光焊接技术
德国DILAS新型扫描振镜,融合了同轴温度探测器在准同步材料表面温度控制以及快速光线扫描的两大优势。该扫描振镜不但能使用在准同步聚合物焊接中,且能用在同一工作面内非机械定位的某些多焊点回流焊。在焊接过程中,温度控制过程稳定、可靠。
高温计控制的激光过程
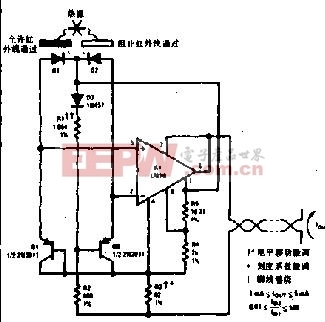
与其他类型的激光器相比,半导体激光器能将能量(电流)直接转化为激光辐射。半导体激光器允许对激光能量进行快速调节,这对于使用高温计进行闭环温度控制的快速加工过程至关重要。在聚合物的轮廓焊接、熔接及热处理应用中,可以把高温计传感器与加工用的光学元件整合在一起,从而能从加工区域探测同轴热辐射。
为避免高温计与激光源相互干扰,高温计的探测器的敏感波长必须与激光源的波长不同。用于材料加工中的高温计,大多使用在1800~2100nm波长范围内高度敏感的探测器,而半导体激光器的波长通常为810nm或980nm。
为确定处理制程的绝对温度,必须要知道材料的一些属性,如辐射系数及表面特性。然而对于大部分过程而言,材料的这些属性并没有确定。例如在软焊过程中,焊料的状态是从固态变到液态、然后又回到固态,因此焊料的光学属性也在变化。在聚合物焊接过程中,热辐射被玻璃、颜料或其他填充材料所吸收或散射。
对大部分应用来讲,一个相应的温度测量对于开环或闭环过程控制来讲已经足够了。高温计的控制器能存储焊接温度、激光输出功率等处理数据,以供存档和分析使用。因此,高温计是用于质量控制和产品开发的一个有用工具。
扫描振镜与高温计
当需要对激光斑进行快速定位或移动时,一种常用的方法是使用扫描振镜。典型的应用是聚合物的准同步焊接或回流焊。反射镜使激光束偏离透镜的光轴,并使光束不再与光轴平行。这会对高温计的使用产生一些严重的后果。标准平场透镜的光学属性,如焦距及防反射涂层只能在很小的特定波长范围内工作。因为高温计和激光器的波长不同,色差将致使两者的焦点位置并不相同(见图1)。也就是说,在加工过程中,高温计所探测到的辐射并不是来自激光的焦点处。因而,这就不可能实现闭环过程或者甚至是温度监控了。但是,通过特别设计,能够实现一个纠正色差的平场透镜,从而使高温计和激光的焦点重合。图2显示了DILAS的扫描振镜DL.S20P,它整合了单色高温计和纠正色差的平场透镜。该扫描振镜与DILAS公司生产的COMPACT光纤耦合半导体激光系统配合使用,随系统还附有用于振镜和高温计控制的成熟的软件。
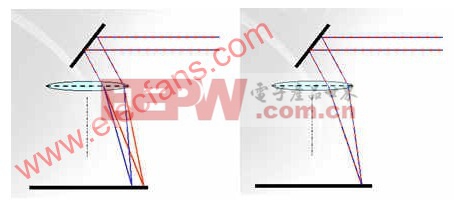
图1:高温计和激光在标准的平场透镜(左)下有不同的焦点,而纠正色差的平场透镜(右)实现了两者的焦点重合。
图 2:DILAS 扫描振镜 DL.S20P 为闭环温度控制整合了轴向单色高温计。
准同步焊接
为了检验焊接的特性,我们设计了一个盒子形状的测试部件,这种部件在汽车行业中最为常见(见图3)。盒盖是由掺杂了30%玻璃的PBT(聚丁烯对苯二酸盐)制成的。我们使用压缩空气来涨破盒子来检验焊接的质量。
图 3:激光焊接测试盒
在开环过程中,处理温度变化范围很小。使用固定的焊接速度,激光功率必须要保证±2%的稳定性,这样才能达到大约11.2帕的最大破坏气压。
在闭环过程中,处理温度能够从210℃变化到280℃,对焊接结果没有太大的影响。处理温度变化范围比在开环过程中大,并且破坏气压超过11.7帕。在高温计的测量范围中,焊接过程会受到激光透射部件的光学属性的限制。在近红外区的透射决定了所能实现的最大焊接速度。扫描振镜及纠正色差平场透镜的工作面积范围,限制了焊接部件的大小。
焊接
用高功率半导体激光器实施的激光焊接,除了在电子制造领域具备优势外,也能在薄膜太阳能电池焊接应用中大显身手。使用连续半导体激光器焊接,能获得几平方毫米大小的焊点(见图4)。激光焊接是一种非接触性焊接技术,而且能精确散热,热影响区非常小。这限制了焊接过程中太阳能电池产生的热应力。
通常硅太阳能电池互相连接成一条细线,然后层叠在模块里。这种技术要求使用额外的设备来处理又长、又易碎的细线。采用激光焊接,能通过直接焊接叠层,完全避免对细线的处理。这些模块的层叠顺序一般是玻璃、聚合乙烯乙烯醋酸酯 (EVA)、
回流焊相关文章:回流焊原理 色差仪相关文章:色差仪原理 激光器相关文章:激光器原理 透射电镜相关文章:透射电镜原理 温湿度控制器相关文章:温湿度控制器原理



评论