
优化PLC与人机界面,提高设备维修效率
现今工业化生产中使用的大型自动化机台,很多都使用到大型的PLC模组,人机界面,以及众多的输入输出装置(传感器,电磁阀,伺服电机等);自动化程度也越来越高,与此同时出现的设备故障的种类也越来越多,难度也越来越高,这就要求我们不断提高设备维修技术人员的能力。
本文引用地址:http://www.amcfsurvey.com/article/201809/389004.htm然而,我们不可能要求每个技术员都能熟练查看PLC程序,能阅读英文手册,能跟据简单的报警提示就能迅速判断问题所在,也不能做到设备工程师时时在线……。所以,假如我们是设备设计人员或是对设备进行改善,这时我们就可以做很多改进来使我们的机台更加便于操作,故障检修,使小故障由作业人员就能自己排除,大故障技术员能方便查找问题原因,少走弯路。
在此文中,本人以OMRON CS系列PLC,以及HAKKO
V7系列人机界面(触摸屏)为例,来介绍一些优化PLC程序,以及触摸屏画面的方案实现机台更人性化,提高设备维修效率,降低当机时间。
方法1: 触摸屏画面中导入机械机构图及电气分布图:
现在很多触摸屏产品都支持将CAD等软件绘制的图纸直接导入到画面之中,所以我们在设计机台软体时可以在画面中增加机台状态图,并将各种传感器,仪表的I/O点以指示灯的形式在屏幕上反映出来,这样设备故障发生在某些输入输出装置上时,我们可以很容易在屏幕上观察其状态,而不需要接入程序中监控,或是到处查找图纸,使用仪表测量了!
方法2: 触摸屏画面中制作简单动画,模拟机构动作:
对于某些关键能动部件也可将手动操作制作成动画演示模式,并将输入输出点标识在相应部位,当该部件的电气部分发生故障时,可很容易在画面操作中显示出来(如下图)。另外该功能对于新进人员的培训也大有裨益。

方法3: 触摸屏画面中增加输入输出点列表画面:
对于一些较大型的自动化设备,由于其电气机械结构复杂,输入输出点数量较多,因此不适宜在以上两种方法中显示全部输入输出点,此时可采用下述的增加输入输出点列表画面的方法显示全部输入输出点状态,有了类似以上输入输出点列表的画面后,我们对于以前很多疑难问题就有了新的解决思路,比如:当故障发生在类似马达,气缸,加热管等输出执行单元不动作时,也许从报警信息中并不能直接的告诉你是哪部分故障,这时我们在输出列表中观察相对应的输出点的状态,若为ON,而执行单元没有动作则问题可能发生在伺服器,变频器,电池阀,继电器等中继单元,或者是马达,气缸,加热管等执行单元;若输出状态为OFF,则大可不必去怀疑以上各单元,而应检查输出状态不能ON的其他原因,减少不及要的检修时间。
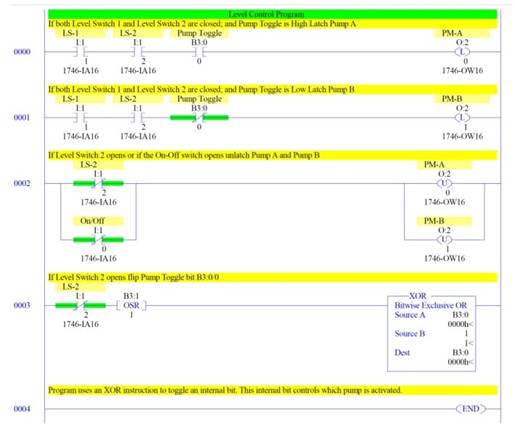
方法4: 完善PLC程序报警项目,详细报警信息内容:
对于一台设计完善的自动化机台设备,考虑周全的自我检测与报警提示功能是必不可少的,我们在各个输入输出单元应考虑到各种电气机械故障发生的可能,并针对这些故障在PLC程序,触摸屏画面中加以检测和提示,并在报警提示信息中尽可能详细的说明故障原因和处理方法步骤,并将相对应的输入输出点提示于信息中,如下图所示。
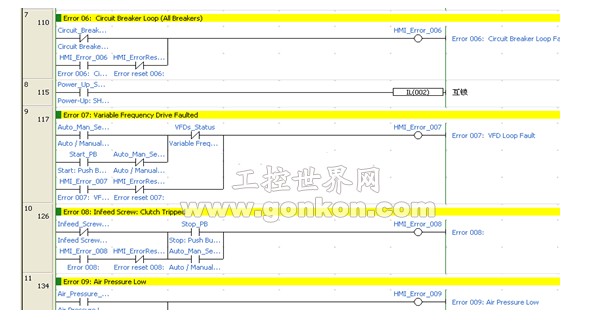

当发生故障报警时,按照报警提示的信息,结合前面的机构图,输入输出点状态及位置图,就可以很容易确认故障原因,这样不需要高的技术知识,或是复杂的检修过程和仪器,大部分问题就能由现场操作人员处理。
对有些遗漏的故障或报警提示信息,我们需要定期收集汇总,对软件版本不断的进行升级完善。
方法5: 将机台动作流程区块化,依动作流程处理死机问题:
很多复杂的自动化机台,由于其控制程序,电气机械结构都相当复杂,所以经常会发生机台无法回原点,不能正常启动,正常运转情况下不明死机(当机)等现象,此时有可能无任何报警提示信息(也是没有完善报警提示功能的原因),
面对这种故障发生的感觉就是无从下手,只能凭经验逐步排查摸索。
对于这种情况我们可以将PLC动作程序,例如回原点程序,进行分区块化设计,对于各步骤,各区块的动作流程在触摸屏画面中以流程图的形式显示出来,这样机构回原点动作若发生司机现象,即可确认是在哪一动作,或哪一部分机构,这对于问题检修有很大帮助!
综合以上几点,如果能充分利用PLC与人机界面相结合,完善程序以及各种画面,这样对于设备故障我们就不会有太多迷茫,处理故障再也不是看上去那么神秘高深的工作了!











评论