
变频技术在天脊集团生产设备上的应用
0 引言
本文引用地址:http://www.amcfsurvey.com/article/201808/387816.htm天脊煤化工集团有限公司是国家大型煤化工企业,其产品在市场占有一定的优势地位。在公司各种设备中,动力设备占很大比例,故电力的大量消耗在一定程度上影响了企业的效益。近年来,随着变频调速技术的迅速发展,变频调速器以其体积小,重量轻、可靠性高、通用性强、调速范围大,保护功能全、特性硬及节能等优点,倍受人们的青睐。为此公司应用变频技术在各生产系统重点改造了几个项目,改造后效果良好,这为公司其他项目的改造提供了实践经验。
1 变频调速的工作原理
由电动机特性可知,异步电动机输出轴转速(简称电机转速)为n=(1-s)伊60伊f/p,其中,n 为电动机同步转速;f 为电动机定子供电频率;p 为电动机极对数;s=(no-n)/no 为转差率;n0 为异步电动机的转速。
以往的电机调速大多通过改变参数p 和s 实现的。由于交流异步电动机的转速与同步转速之间的转差率s 极小,若将这一微小差别忽略不计则上述公式可近似等同于电机的转速公式。异步电动机的变频调速就是通过均匀地改变定子供电频率f,平滑地改变同步转速而实现调速的,并且在调速过程中,从高速到低速均能保持较小的转差率,因而具有高效率、宽范围和高精度的调速性能,以及足够强度的机械特性,并可实现无极调速,因此,变频调速是异步电动机比较理想的调速方法。
2 变频调速节能原理分析
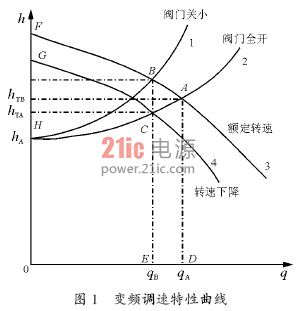
在化工行业,负荷以泵类为最多,风机类次之,另外还有螺杆压缩机类、搅拌器类等,其中泵类和风机类占到总负荷的80%以上。在以往的生产中,对风机、泵的流量、压力等参数的控制主要是依靠调节风门的开启度或者通过节流阀控制流量、压力,这样不管是在出口端控制还是在入口端控制,都是以能量损失为代价,致使大量的电能消耗在克服风门及管道的系统阻力上。而变频调速可以通过调节电动机的转速来控制流量或压力的大小,当转速减小时,电动机的能耗以转速的三次方的速率下降,节能效果非常显著。变速调速是在管路特性曲线不变时,通过改变转速来改变风机或泵的性能曲线,从而改变它们的工作点。变频调速特性曲线如图1 所示。
图中曲线1、2 是采用节流阀控制流量的特性曲线。曲线1 为阀门关小时的特性;曲线2 为阀门全开时的特性;曲线3为额定转速下的扬程特性曲线。阀门关小后,泵的流量由qA下降到qB,泵的工作点自A 点转移到B 点后稳定工作,可以看到此时流量减少,但同时泵的扬程有所增加,由h(G)增加到了h(F),此时电机功率与面积OEBF成正比。曲线4是在保持阀门开度不变的情况下,通过变频器来调节泵的转速的曲线。可以看出,泵的工作点由自A 点转移到C 点,流量自qA减少到qB,泵扬程自h(G)降低到了h(H),电机所消耗的功率比调节节流阀消耗的功率要低,其功率与面积OECH 成正比,对两种方法进行比较,从图中可以看出,变频调速节省的功率驻P与面积HCBF成正比,节能效果显著。
从另一个角度来看,根据液体力学原理可知:
输出风量(或液体量)q 与风机的转速n 成正比;输出压力h 与转速n 的二次方成正比;输出功率P与转速n 的三次方成正比。即q1/q2=n1/n2;h1/h2=(n1/n2)2;P1/P2=(n1/n2)3;若转速下降20%,则功率下降到51.2%;若转速下降50%,则功率下降到12.5%。
很明显,即使考虑到装置本身的耗损,节电效果也是很可观的。
在变速调速的情况下,当风机低于额定转速时,理论节电为E=[1-(n1/n)3]Pt (kW·h)其中,n 为额定转速;n1 为实际转速;P 为额定转速电动机功率;t为工作时间。
由于采用变频调速所需费用比较高,所以其一般在大功率风机上应用价值较大,在小功率风机上一般不推荐使用。
3 改造项目和效果
3.1 X-1601给煤机PIV 的变速改造
天脊集团共有6 台X-1601 给煤机,担负着1600# 锅炉制粉系统的供煤任务,是锅炉系统中的重要组成部分,给煤机是重要的辅助动力设备。其负荷是依靠电机带动PIV 无级变速器(锥盘组链条式的无级变速器)来调节的。磨煤机中的煤量随负荷及工况变化而改变,因此,需要根据工艺要求,对给煤机的流量进行调节。原锅炉系统的给煤机都是通过改变出口阀门的开启度来调节给煤量的,这是一种以增加阻力牺牲能量为代价的流量调节,当流量减少时,电机的输出功率并未随之减少,这些电能主要被消耗在出口阀门上,从而加剧了阀门和管路的磨损。此种方法存在设备复杂,易出现故障点多、运行可靠性差、调速精度及线性度差、维护工作量大等缺点,同时调速电机长期在额定转速下运行,处于高耗能运行状态,运行极不经济。针对给煤系统存在的缺陷及变频调速的优点,对给煤机进行了变频改造。
去除PIV减速机和其驱动电机,更改为变频调速电机直接驱动安全离合器、WGW 减速机,以实现动力传递。由变频调速系统控制锅炉给煤机变速供煤后,设备运行稳定,调速平稳,能够满足机组各种工况下的给煤需求,而且运行可靠性也得到显著提高。
实测一台4 kW 给煤机在安装变频调速系统前后各项技术指标对比如表1 所列。
由表1 可知由变频调速电机代替普通异步电动机后综合节能效果显著。一台4 kW给煤机没装变频调速器前工作电流在8~9 A之间,实际每天用电量140 kW·h,使用变频调速器后工作电流在4耀5 A之间,实际每天用电量75 kW·h,每天可节电65 kW·h,每年可节电19 500 kW·h,6 台4 kW给煤机一年共节电117 000 kW·h。按0.40 元/kW·h 计,年节约电费117 000伊0.40=46 800 元=4.68 万元。
另外,原PIV 变速器故障率高,每台费用约20 万元,A/B 两炉各备机一台,仅备机一项就需40 万元。改造后设备运行稳定,仅备机这一项年节约费用就达40 万元。
原设备维护成本高,由于PIV故障,每月每炉约停制粉系统一小时,炉膛助燃需投入油枪两组(共3 支),消耗燃油3 t。每年按生产10 个月,每t 柴油5 000 元计,两炉一年消耗燃油费用6伊10伊5 000=300 000元=30万元。
此次改造不仅简化了给煤机的传动过程,方便了工艺控制,还消除了PIV故障的隐患,实现了安全稳定运行,运行一年未发生一次故障,有力的保证了生产的顺利进行。综合年经济效益为4.68+40+30=74.68万元。
3.2 气化炉CY201A-D液压驱动的变频改造
公司气化炉采用鲁奇加压气化技术,其中气化炉炉蓖、布煤器的转动是由液压马达经减速机减速后驱动。由于液压设备存在结构复杂,管路繁多,维修不便、维修费用昂贵等原因,加之气化厂房灰尘较大,造成备件寿命降低,从而影响液压系统的正常运行。
在1#、2#、3#炉的气化炉炉篦、布煤器的驱动方式由液压驱动改为变频电机驱动后,减少了炉篦、布煤器的故障,运行平稳,维修量明显减少,实现了中控调速,操作方便,提高了气化炉的运转率,这为合成扩产后设备的长周期稳定运行提供了保障。每炉年节约检修费用45.5 万元,三炉合计年节约检修费用45.5伊3=136.5万元。















评论