
电气设备接头发热分析及防范措施
随着新技术、新设备在电力系统的应用,变电设备本身的缺陷明显减少,而远红外成像监测等技术的运用,提前发现了设备接头部位存在的发热等隐性缺陷,且设备接头部位发热缺陷占全部缺陷比例高达58%,严重影响设备的安全运行。本文通过对变电设备典型接触部位发热的原因分析,介绍了变电设备接触部位发热缺陷的处理及预防措施,总结了利用红外成像仪和回路电阻测试仪检测变电设备接触部位是否良好及预防接头部位发热的措施。
本文引用地址:http://www.amcfsurvey.com/article/200839.htm一、变电设备常见发热接头及后果
新设备在电力系统的广泛应用,使设备的安全运行水平得到大大提升,但设备之间连接的接头部位并没有发生改变,设备接头发热部位及后果:
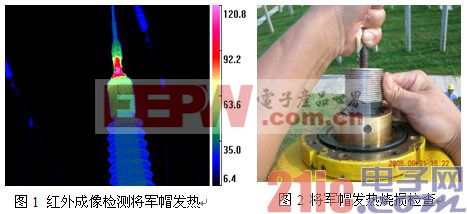
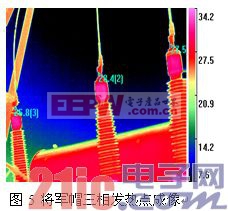
1.主变压器内部引出线与将军帽内螺杆的接触处——由于主变压器内部引出线与将军帽的连接部位在设备出厂时没有拧紧或运输、运行中的振动造成接头处松动发热,严重影响主变的安全运行。在主变运行中用远红外成像检测发现设备
发热部位并解体处理后再次用远红外热成像检测接触良好,如图1,图2;
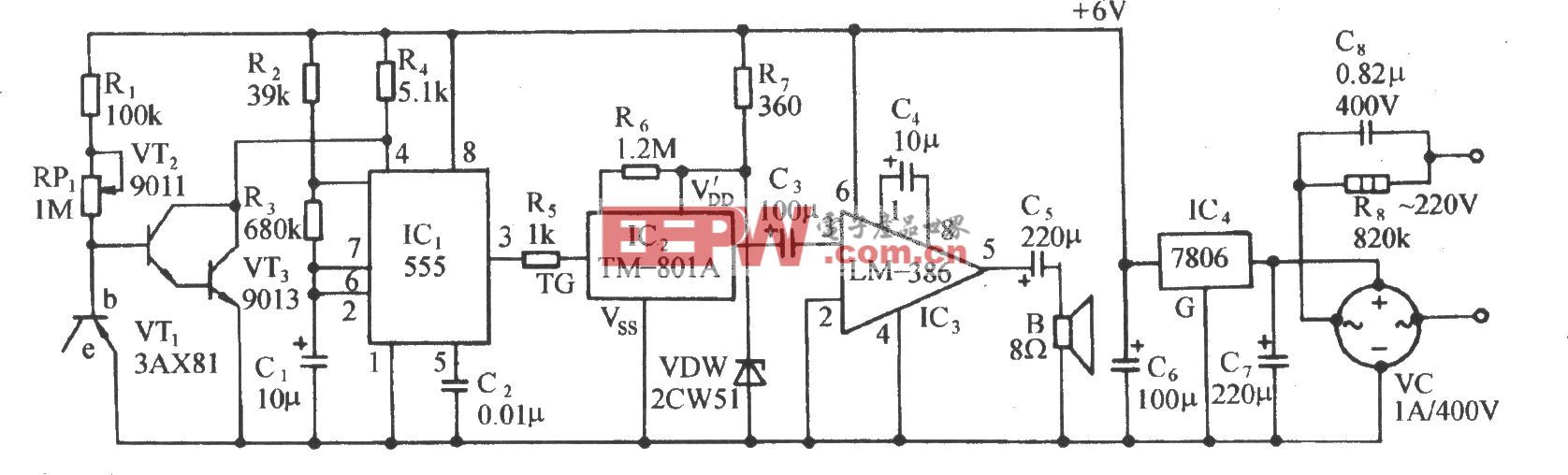
2.螺栓式线夹与导线的接触处——一方面螺栓式线夹与导线的接触面积较小,受螺栓压接均匀程度影响和户外较为恶劣的运行条件,钢芯铝绞线与设备线夹的连接处缝隙较大,在风霜雪雨、日照、日夜温差以及自身磁场的共同作用下,加速了接触面的氧化和结垢程度,最后导致了发热;另一方面是安装时由于人员责任心不到位,接触面没有处理干净或线夹上的螺丝没有平衡拧紧,长期发热将造成与螺栓连接的导线被烧断,影响设备的安全对用户的可靠供电,如图3;

3.电容器铝排与软连接的连接处——电容器铝排与软连接的连接处,由于安装时接触面处理不平整或没有拧紧,再加上室外恶劣的运行条件和电容器较大的无功电流,加速了接触面的氧化,导致发热,长期发热,造成引流线被烧断,对设备安全运行造成严重危害,如图4;

4. GW4-110/35隔离开关触指接触处——此型号隔离开关触指之间是靠弹簧压力接触紧密的,但随着运行时间的延长,弹簧本身氧化,有效直径变小,弹簧倔强系数变小;弹簧长期受压疲劳,失去弹性。弹簧的变化最终会导致触指之间接触不紧密而发热。此类缺陷出现要尽快停电处理,以免发生事故;
除以上部位以外,设备之间连接的线夹、设备本身各接触部位如果处理不符合质量要求,也会出现发热等缺陷。
二、变电设备接头发热缺陷现场处理
由于设备接头接触不良不能直接观察到,因此结合现场工作经验,检修人员总结出了处理不同发热缺陷所采取检查手段及预防措施,在处理设备发热缺陷中起到了技术支撑作用,为发热缺陷的有效处理提供了判别的依据。
1.远红外检测技术在主变压器内部引出线与将军帽内螺杆的接触处发热中的应用——处理前在主变运行条件下,用远红外仪器观察发热点成像,然后,解体发热设备,检查发热部位并进行仔细的清洗处理,军帽内螺杆要上到位;处理后主变投运带正常负荷要再次荷时用远红外仪器观察发热点成像点温度,如图5。
2.回路电阻测试仪在螺栓式线夹与导线接触处发热
处理中的应用——此类线夹发热缺陷比较常见。停电按照要求工序处理接触面后要用回路电阻测试仪进行导电部位全部或分段的接触电阻测量(在新设备安装过程中也可以用此方法判断设备接触部位是否良好)。某10kV线路侧刀闸A相螺栓式线夹发热处理前后的回阻测试数据如下:
时间 | 相别 | 线夹处理前 | 线夹处理后 | 甲刀闸及线夹整体 |
2009.10.5 ——10.6 | A | 1.192mΩ | 41 uΩ | 370 uΩ |
B | 69 uΩ | 274 uΩ | ||
C | 56 uΩ | 298 uΩ |
3.回路电阻测试仪在电容器铝排与放电线圈连接部位发热处理中的应用——在处理设备发热部位之前,首先测量并记录检修前接触电阻。然后将发热接触部位打开,处理氧化面并涂导电膏后,再测试接触电阻,从接触电阻变化可以判断接触面的处理情况。某10kV电容器铝排软连接部位发热,接触部位电阻测试数据如下:
时间 | 相位 | 处理前 | 处理后 | 备注 |
2009.9.27 | A | 6.759mΩ | 59 uΩ | |
B | 90uΩ | |||
C | 11.29mΩ | 43 uΩ |

p2p机相关文章:p2p原理





评论