
超声探伤技术在无损检测中的应用
摘要:随着社会的发展和科技的进步,超声探伤技术对超声检测技术的发展起到了至关重要的作用。为了了解超声探伤技术在无损检测中的应用,通过介绍超声探伤技术的基本原理,采用分类的方法,研究其在建筑、土木、焊接、机车等方面无损检测中的各种应用,得到如下结论,超声探伤存在一些优点,它能够提高检测精度,减少检测时间,因此,具有很好的发展前景。
关键词:超声探伤;无损检测;声波反射;脉冲
O 引言
无损检测(Nondestructive test,NDT)是指不破坏和损伤受检物体,对其性能、质量、有无内部缺陷进行检测的一种技术。无损检测技术是提高产品质量,促进技术进步不可缺少的手段,特别随着新材料、新技术的广泛应用,各种结构零件向高参量、大容量方向发展,不仅
要提高缺陷检测的准确率和可靠性,而且要把传统的无损检测技术和现代信息技术相结合,实现无损检测的数字化、图像化、实时化、智能化。
工业上常用的无损检测方法有五种:超声检测(UT)、射线探伤(RT)、渗透探查(PT)、磁粉检测(MT)和涡流检测(ET)。其中超声检测是利用超声波的透射和反射进行检测的。超声波可以穿透无线电波、光波无法穿过的物体,同时又能在两种特性阻抗不同的物质交界面上反射,当物体内部存在不均匀性时,会使超声波衰减改变,从而可区分物体内部的缺陷。因此,在超声检测中,发射器发射超声波的目的是超声波在物体遇到缺陷时,一部分声波会产生反射,发射和接收器可对反射波进行分析,精确地测出缺陷来,并显示出内部缺陷的位置和大小,测定材料厚度等。
超声检测作为一种重要的无损检测技术不仅具有穿透能力强、设备简单、使用条件和安全性好、检测范围广等根本性的优点外,而且其输出信号是以波形的方式体现。使得当前飞速发展的计算机信号处理、模式识别和人工智能等高新技术能被方便地应用于检测过程,从而提高检测的精确度和可靠性。
超声波无损探伤(NDI)是超声无损检测的一种发展与应用,其设备有:超声探伤仪、探头、藕合剂及标准试块等。其用途是检测铸件缩孔、气泡、焊接裂纹、夹渣、未熔合、未焊透等缺陷及厚度测定。
超声无损检测在最近几十年中得到了较大的进展,它已成为材料或结构的无损检测中常用的手段。由于超声检测可以在线进行、超声波对人体无害又不改变系统的运行状态,因此,在材料或结构的无损检测中得到了广泛的应用。
1 超声探伤原理
超声探伤是无损检测的主要方法之一。它能非破坏性地探测材料性质及内部和表面缺陷(如裂纹、气泡、夹渣等)的大小、形成和分布情况,具有灵敏度高、穿透力强、检测速度快和设备简单、成本低等一系列特点。
1.1 基本原理
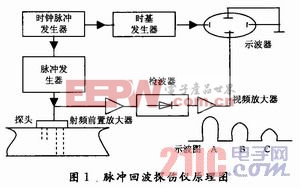
超声波探伤具有反射和透射两种方法。其中反射方法精确度较高。图1是脉冲回波探伤仪原理图。脉冲发射器通过探头将超声波短脉冲送入试件,当回波从试件的缺陷或边界返回时,通过信号处理系统,在示波器上加以显示,并将其幅度和传播时间显示出来。如果已知试件中的声速,则根据示波器上的读数所获得的脉冲间的传输时间即可获得缺陷的深度。
1.2 探伤分类
超声探伤方法很多,可以按不同的方式进行分类。现将几种常用的分类方法介绍如下。
(1)按原理分类
按探伤原理分类可分为脉冲反射法、穿透法和共振法。脉冲反射法是一种利用超声波探头发射脉冲到被检测试块内,根据反射波的情况来检测试件缺陷的方法。脉冲反射法又包括缺陷回波法、底波高度法和多次底波法等。
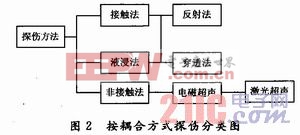
(2)按耦合方式分类
按耦合方式分类如图2所示。
(3)按探伤显示方法分类
按探伤显示方法分类可分为A型显示,B型显示与C型显示。其中A型显示只显示缺陷的深度;B型显示探伤仪,可显示工件内部缺陷的横断面形状,此时示波器横坐标代表探头在工件面上的位置,纵坐标代表缺陷的深度。探头沿工件移动与示波管扫描线的水平移动是同步的,为使图象保留在荧光屏上,应选用长余辉示波管,且探头移动速度不能太快;C型显示探伤仪,可以显示工件内部缺陷的平面图形。
(4)按智能方式分类
上述探伤方法如由人工操作,则为人工探伤。如使试样或探头移动,在它的移动中利用超声波自动地检测缺陷并予以显示或指示(喷色)的方式,称为超声自动探伤。自动探伤要有探伤仪(带闸门装置),显示装置,探头及其夹持机构。根据探头设置方式的不同还可大致分为如下几种探伤方式:直接接触方式,此方式只用在探伤速度不高且表面光滑的场合,如轨道、无缝钢管和轴等;局部水浸方式是超声探伤中最适用的方式,还可细分为其他方式,但原理是同样的;全水浸方式用于工件的某部分(如粘结层)或管类的精密探伤,当水槽机构设计成可以进行自动探伤的情况下,除去工件的装卸以外,探伤可以全部自动化,如果工件加工精度高,而且水槽内架设的探头夹持机构、移动架的精度也高,则探伤的精度也高。


评论