
基于PLC的高压静电除尘控制系统研究
摘要:为了更有效的进行高压静电除尘,设计了一种新型除尘控制器,该系统以PLC为控制核心,以触摸屏为人机界面,实现了控制器与上位机之间的联机交互,兼顾了其他静电除尘器除尘效率高与易于操作维护的特点。
关键词:PLC;触摸屏;静电除尘;远程控制
以单片机为核心的高压静电除尘控制器具有成本低廉,功能强大的特点,但人机交互性较差,系统维护困难,工业现场干扰较明显,除尘效率、操作维护与运营成本不能兼顾。本文针对这一问题构建了以PLC为核心的控制器,其模块化的结构易于扩展和更换,系统可靠性高,控制器与上位机之间联网通信简单,同时没有降低烟尘的排放标准。
1 静电除尘控制系统的原理
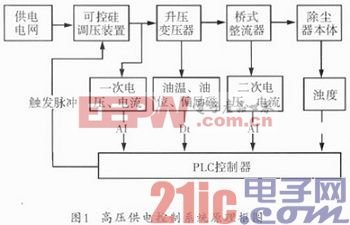
高压供电控制系统原理框图如图1所示,采集电路采集到的一次电压、电流,二次电压、电流,浊度等模拟量信号通过PLC模拟量输入模块送入CPU;变压器油温、油位,偏励磁等开关量信号通过PLC的数字量输入信号处理回路进入CPU。PLC以扫描方式依次读入所有输入状态和数据,根据数据处理的结果产生两路触发脉冲,送往主回路的两个反并联可控硅的控制极以触发可控硅,通过调整可控硅的导通角,控制升压变压器的一次侧输入电压,从而控制输入电场的电压。一方面要根据工况变化,自动调节除尘器的电压,使集电极和收尘极之间的电场强度尽量大,电离子尽量多,越逼近击穿电压,控制水平越高;另一方面,又要考虑不能让除尘器极板间电压过高,避免使除尘器处于击穿状态,以防损坏本体及电气设备,节约不必要损耗的电能,但又要在介质恢复时能够迅速恢复正常供电。
2 控制系统的设计与实现
2.1 硬件设计
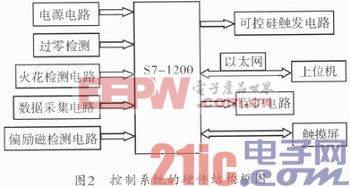
高压静电除尘控制系统的硬件结构框图如图2所示,它主要由PLC及其外围电路、触摸屏、和上位机组成。
2.1.1 PLC的选型
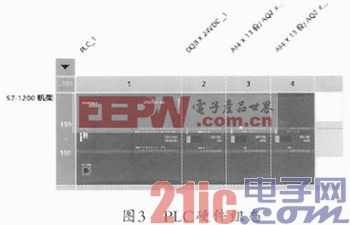
PLC因具有逻辑简单直观,电气性能良好,功能组合便捷,可靠性高,维护方便并且可以直接对数字量和模拟量进行控制和驱动等优点在工业控制领域广泛应用,本系统以PLC为控制核心,选用西门子公司的新一代模块化小型PLC S7—1200、S7—1200 PLC主要由CPU模块、信号板、信号模块、通信模块和编程软件组成,各种模块安装在标准导轨上,微处理器选用CPU 1214C,数字量输入点数14点,输出点数10点,模拟量输入点数2点,最多可以扩展8个信号模块,S7-1200的最大特点在于配置了以太网接口RJ45,本系统共有8路模拟量输入,12路数字量输入,2路模拟量输出,19路数字量输出PLC硬件组态如图3所示。
2.1.2 人机界面的选型
触摸屏、PLC和PC通过CSM1277以太网交换机连接在一起,完成人机交互并进行实时状态显示和控制,如图4所示。


陀螺仪相关文章:陀螺仪原理














评论