
ADμC812单片机在灌装控制器中的应用
1 引言
本文引用地址:http://www.amcfsurvey.com/article/172084.htm随着国民经济的高速发展,一些行业对包装设备不断提出新要求,国产包装机远不能满足经济发展的需求,进口包装机在包装机市场占据很大份额。消化吸收国外先进技术基础上,结合我国国情,经多年研究,开发出光、机、电一体化智能包装机,技术指标国内领先,运行稳定,性能可靠,可与进口机相比美,而价格只及同类进口机型的1/3~1/5。智能化包装机用于自动化称量包装,包装物形态为粉状(洗衣粉、奶粉、咖啡等)和颗粒状(种子、糖果、瓜籽、花生等)。
本文介绍一种基于ADμC812单片机的智能包装机。该系统结构简单、造价低、工作可靠、适用性强。且具有如下特点:
1. 通过电器自动控制,实现双速给料,保证下料速度和精度。
2. 人工上袋,双气缸挟持,自动化程度高、工作可靠、操作简单。
3. 仪表灵敏度高,采样速度快,软件功能强,有标准接口,可与计算机通讯。
4. 称量速度准确,数字显示,直观易读,稳定可靠,维护方便。
5. 控制柜采用密封形式,适用于恶劣的粉尘环境。
ADμC812 单片机是美国AD公司新推出的具有真正意义上的完整的数据采集芯片。其组成为:一个8通道5μs转换时间且精度自校准的12位逐次逼近 A/D转换器、两个12位的D/A转换器、8KB的闪速/电擦除程序存储器、640字节闪速/电擦除数据存储器、80C52单片机的内核。其它的一些重要功能模块包括:一个看门狗定时器和电源监控器、A/D转换器与数据存储器之间的DMA电路、存储保护电路、SPI和I2C总线接口。ADμC812优点之一是集成了一个完全可编程的、自校准、高精度的模拟数据采集系统。ADμC812另一个优点是它采用了闪速/电擦除存储器,辅之以内含的加载器和调试软件,使系统的设计、编程、调试简便。
3 控制器基本构成
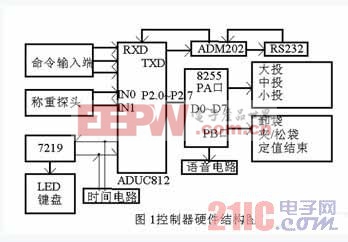
控制器前端称重探头采用应变式称重传感器,它是一种将力信号转换为电信号的机电元件,广泛应用于电子称重领域p自动控制和自动检测领域等,是称重和检测系统的核心元器件。键盘、显示管理应用MAX7219芯片。语音电路使用的是 ISD1110多段录放语音芯片。整个机器在ADμC812单片机的管理下工作。控制器硬件电路如图1。
4 整机工作过程
控制器上电后,自动检测数码管、状态指示灯及传感器的接线是否正确。检测通过后,主显示显示HELLO。控制器具有手动/自动两种工作状态。在自动状态下,(运行指示灯亮,运行输出有效)控制器自动控制快、中、慢加料及卸料、松袋全过程。
控制器在自动控制过程中,首先启动大投p中投及小投信号进行快速加料。当称重值>大投值时,关闭大投信号进行中速加料。当称重值>中投值时,关闭中投信号,只用小投信号进行慢速加料。当称重值>(目标值一落差值)时,关闭小投信号停止加料,输出定值结束信号。此时判别夹袋延时是否到,若不到则等待,若到.则启动卸料信号进行卸料,定值结束信号无效。当称重值近零值时,再延时t3定时时间后,关闭卸料信号,同时启动t4及t6定时器。t6定时时间到后,发松袋信号。t4定时时间到后,启动下一循环。
在检测组中每一次循环的满秤值与空秤值均被记录。满秤值-空秤=卸料重量。检测组中每次卸料重量的代数平均值,作为相邻不检测组中每次循环的卸料重量。在每次卸料结束后,本次却料重量即累加到累计重量中,且累计次数加1。累计重量最大值与最小分度有关。
若控制器设置超、欠量报警方式有效(ALA on),则在检测组中每次卸料结束后,卸料重量与目标值比较。若卸料重量>(目标值十超量值),则产生超量报警。若卸料重量(目标值-欠量值),则产生欠量报警。
在检测组中,每次空秤值的代数平均值作为相邻不检测组及下一检测组称重的零点基准。自动调零能在允许的清零范围内对秤斗中残留的物料进行补偿,若残留物料重量超出清零范围。则产生Error C报警。
称重传感器相关文章:称重传感器原理











评论