
基于触摸屏和PLC的万能铣床控制设计
引言
本文引用地址:http://www.amcfsurvey.com/article/163623.htmX62W万能铣床是一种高效率的加工机械,在机械加工和机械修理中得到广泛的应用。万能铣床的操作,是通过手柄同时操作电气与机械,以达到机电紧密配合完成预定的操作,是机械与电气结构联合动作的典型控制,是自动化程度较高的组合机床。但是在电气控制系统中,故障的查找与排除是非常困难的,特别是在继电器接触式控制系统,由于电气控制线路触点多、线路复杂、故障率高、检修周期长,给生产与维护带来诸多不便,严重地影响生产。时随着工业自动化的发展,对工业智能化程度的要求越来越高,以及市场经济要求制造业对市场需求做出迅速反应―生产出小批量、多品种、多规格、低成本和高质量的产品。为满足这一要求,生产设备和自动生产线的控制系统必需具有极高的可靠性与灵活性,这就需要使用智能化程度高的控制系统来取代传统的控制系统,使电气控制系统的工作更加灵活、可靠,更容易维修,更能适应经常变动的工艺条件。基于这些问题,本文提出了利用西门子S7-200和触摸屏对X62W 型卧式万能铣床的继电接触式电控系统进行技术改造的方案。
1 X62W万能铣床工作原理及继电器接线图
1.1 工作原理
主电路中有三台电动机,M1是主电动机,拖动主轴带动铣刀进行铣削加工;M2是进给电动机,拖动升降台及工作台进给;M3是冷却泵电动机,供应冷却液。三台电动机共用一组熔断器FU1作短路保护。每台电动机均有热继电器FR作过载保护。其中以主电动机的热继电器FU1和冷却泵电机的热继电器FU2作总的保护,它们的常闭触头串在控制电路的总线上,而进给电动机的热继电器FR3只作进给系统的保护,其常闭触头接在进给控制电路中。因为主电动机要求不频繁的正反转,用组合开关SA5控制倒相。进给电动机的正反转频繁,用接触器KM3和KM4进行倒相。冷却泵在主电动机起动后方可开动,另有手动开关SA1控制。主电机采用两组起动按钮SB3和SB4并联,两组停止按钮SB1和SB2串联.接触器KM1是电动机M1的控制接触器,SQ7是位置开关,用作主轴变速的冲动开关。主轴的起动,按下起动按钮SB3或SB4,接触器KM1通电吸合并自锁,主电动机M1起动.当主电动机起动后,KM1的辅助触头接通控制电路的进给控制部分,才可以开动进给电动机。 电机的转速达到一定速度时接通速度继电器,当按下停止按钮SB1或SB2时,接触器KM2得电,主轴电机反转。
工作台向右进给,当主轴起动后,工作台控制电源接通.将位置开关SQ1旋转,SQ1-1常开触头闭合,接触器KM3通电吸合,电动机M2正转.当运行到预定位置时,位置开关SQ1复位,电动机M2停止转动。
工作台向左进给,将位置开关SQ2旋转,SQ2-1闭合,SQ2-2断开,接触器KM4通电吸合,电动机反转,工作台向左移动。
当SA3-1、SA3-3闭合SA3-2断开时,电流通过11、SQ6、15、SQ4-2、16、SQ3-2、17、SA3-1、18、SQ1-1(或11、SA3-3、21、SQ2-2、22、SQ1-2、17、SA3-1、18、SQ3-1)、19、KM4、20 ,KM3得电M2正转,工作台向下运动。
当SA3-1、SA3-3闭合SA3-2断开时,电流通过11、SQ6、15、SQ4-2、16、SQ3-2、17、SA3-1、18、SQ2-1(或11、SA3-3、21、SQ2-2、22、SQ1-2、17、SA3-1、18、SQ4-1)、24、KM3、25, KM4得电M2反转,工作台向上运动。
当SA3-2闭合 SA3-1、SA3-3断开时,电流通过11、SQ6、15、SQ4-2、16、SQ3-2、17、SQ1-2、22、SQ2-2、21、SA3-2、19、KM4、20, KM3得电。当SA3-2闭合,SA3-1、SA3-3断开时,进给电机M2正反转就组成了互锁,SQ1,SQ2,SQ3,SQ4位置开关控制圆盘旋转不同的位置。
不论电动机正反转,接触器KM3和KM4的线圈电流都由SQ1-2和SQ3-2接通.若机床正在向左进给 机床的联锁问题,当SQ2或SQ4被旋转时,它们的常闭触头SQ2-2或SQ4-2是断开的,所或向右进给时,发生误操作,压着上下前后手柄,则一定使SQ3-2或SQ4-2中的一个断开,使KM3或KM4断电释放,电动机M2停止运转,以确保安全。位置开关SQ6为进给变速冲动开关。
冷却和照明控制,冷却泵只有在主电动机起动后才能起动,所以主电路中将M3接在主接触器KM1触头后面, SA1控制冷却泵。照明电路用安全电压36伏用开关SA4控制。
2 X62W 型万能铣床控制系统的硬件构成
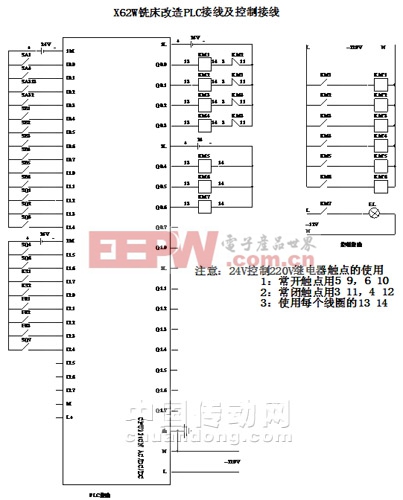
根据X62W万能铣床电气控制要求,输入输出均为开关量,需要PLC监测的输入信号有8个按钮,5个行程开关,两个选择开关,输入点为 21点,PLC输出控制信号有6个继电器,1个照明灯,共7点。因此,选用了西门子S7-200PLC,具体配 置 如 下 :CPU226CN AC/DC/DC型(6ES7 216-2BD23-0XB8),自带24点输入,16点输出,自带两个接口2个RS-485接口 PORT0和POT1,一个通讯接口,能满足控制要求。PLC的I/O口分配是根据其控制对象的特点和控制要求,将I/O口的输入输出口与相应的电气设备相连,达到控制和检测的功能,具体I/O分配如表1。进行完I/O分配后,进行PLC硬件设计,PLC外接硬件电路如图1。















评论