
基于触摸屏和PLC的金相切割机控制系统
0 引 言
金相切割机是金相取样分析过程中的重要设备之一,主要用于金相试样的截取和各种材料的下料、切口等,广泛应用于机械、冶金、汽车、航空航天等领域。目前,国内金相试样切割设备形式多样,以微处理器为基础的各种制样设备代表着金相制备的先进技术,但是自动化程度较低,不能直接对较大零件进行取样。为了满足行业的要求,促进金相事业的发展,需要设计高精度、高性能和方便操作的金相切割控制系统。这里根据金相取样的特殊要求,设计以PLC为核心的控制系统,采用触摸屏作为人机交互设备,弥补了PLC在人机交互方面的不足,大大减少了输入/输出点数,方便操作与维修,为用户提供了友好的人机界面。
1 工作原理
金相切割机控制系统是金相取样的专用设备。为了保护金属试样的组织结构和特性,对于不同属性的金属应采取不同的切割速度和切割模式。在该系统中,设置了三个操作窗口(测试操作、手动操作、自动操作)和一个高级设置窗口,一个切割过程观察窗口。其中,自动操作包括三种模式:匀速切割、进三退一切割、逐层切割。不同切割模式的用户可以在触摸屏的不同窗口设定需要的切割工艺参数,再通过PLC设定与之相应的参数调用控制指令,驱动切割机按照要求对金相试样进行切割。其中,PLC与变频器通过串行通信方式对三相异步电机调速,采用USS协议对电机的运行状态进行控制和监视。
2 控制系统的设计要求及思路
根据金相切割机发展状况和市场需求,本着提高效率,增强可靠性能,提高性价比的原则,设计的金相切割机应实现以下功能:能够根据零件尺寸的不同选择不同的切割方式;在过程控制中,能够根据不同的切割材料、硬度、尺寸调节切割速度;根据零件宽度或长度,确定砂轮的进刀速度、轴的运动速度和位移量;根据砂轮片磨损情况和零件直径,确定砂轮切割的快进位置和退刀位置;能自动控制监控切割量、进给速度、主电机转速等切割参数;人机交流界面便捷、美观。
为了满足切割及控制的技术要求,同时也为了提高机械产品的自动化程度,这里着重从PLC控制和触摸屏设计两方面对金相试样切割机进行了研究。
3 硬件系统设计
切割机系统的主要组成见图1所示的系统整体设计框图。
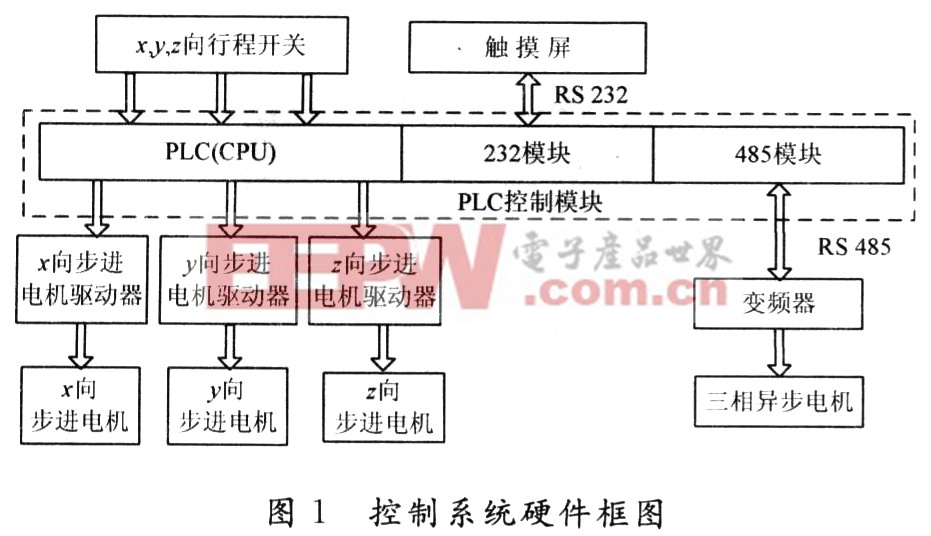
系统的执行部件主要包括一台三相异步电机和三台步进电机。三相异步电机采用变频器进行变频调速,步进电机由专用的驱动器驱动,控制系统核心PLC控制器发出控制命令信号,使异步电机和步进电机协调运动,完成切割过程。
















评论