
自动停车在可逆冷轧机控制系统上的应用
摘 要: 本文主要论述了在900 六辊可逆冷轧机计算机控制系统中,设计减速曲线控制可逆冷轧机的自动精确停车,介绍了此方法的硬件配置和基本控制原理,可供同类型生产线借鉴参考。
本文引用地址:http://www.amcfsurvey.com/article/162092.htm1. 前言
本课题为河北省自然科学基金(602073)资助项目,现以北京钢铁研究总院安泰科技股份有限公司天津北方900 MS六辊可逆冷轧机控制系统为例介绍自动停车的控制方法的设计及实现过程。
该轧机原停车控制完全由人工控制,不仅工人劳动强度高,而且由于现场照明条件及操作人员技术水平的限制,经常造成轧机在高速运行或轧制薄规格产品时停车不准,影响生产正常进行,如果减速停车过早,会使整个轧制时间延长,影响轧机产量;如果减速停车过晚,会使厚带咬入轧辊,造成断带,且导致设备损坏,因此迫切需要一种行之有效的解决方案。
经过不断的研究和实验,我们根据实际经验模拟了一条停车曲线,在生产过程中严格按照这条曲线控制轧线速度,逐渐减速到最后停车,并取得了很好的应用效果,下面将详细介绍这一方法的实现过程。
2. 控制系统的硬件组成
MS六辊可逆式冷轧机是一种新型的板带轧机,其特点为中间辊可轴向移动,具有板形好,精度高等优点,该轧机的主要设备组成:主轧机、左卷取机、右卷取机、矫直机、开卷机、普通液压站、工艺润滑站和AGC站等。主要生产850mm宽、0.2-1.0mm厚的冷轧薄板带,精度可达1.5%,最高轧制速度为8m/s,并设计大小张力的切换功能,轧制厚带时,采用大张力档,低速轧制(最高速6m/s);当轧制薄带时,采用小张力档,高速轧制。
本套轧机自动化系统一级主站选用了SIEMENS公司的s7-300,一级从站包括2个SIEMENS公司的从站ET-200、4台意大利ASIRobicON公司生产的全数字可逆直流传动装置SPDM;主、从站之间通过Profibus-DP现场总线通讯;二级上位机是由1台研华工业控制计算机组成。安装了组态软件InTouch 8.0,人机界面(HMI)通过SIEMENS公司的5613卡与PLC主站进行数据交换,用来完成轧机参数的显示和轧制工艺的设定,主要画面包括操作员界面、轧制规程、轧线模拟图、自诊断和报警、实际参数值显示等等。系统硬件结构原理如图1所示:
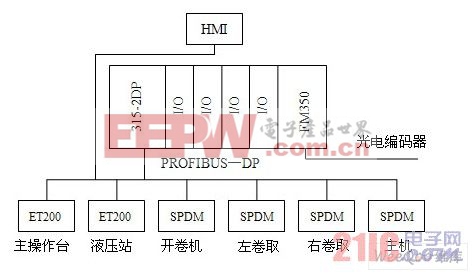
图1
3. 理论基础及实现过程
3.1 理论基础
本停车曲线所依据的理论基础是物理学上关于速度和加速度的之间换算关系的公式:vt2-v02=2as。
其中,vt为轧线减速前的最高线速度,v0为减速后的线速度,由于本系统设计的目的是为了停车,因此最后减速到零。公式演变为:vt2=2as。
把上述公式,融合到要研究的问题中,可以发现s为减速停车过程中剩余钢带的长度,对于每个道次,它都是一个不断减小,最后到零的值; a为曲线的加速度,可以依据轧机的最高速度及工艺要求设定a为合适的值,做到平滑地减速; 也是一个在停车过程中逐渐减小到零的值。如果测量出s,就可以求出对应的vt,这样就可以绘制出一条停车曲线。编写程序可根据每时刻的s求出对应时刻的vt,送到主轧机的速度给定上。下文将介绍 的具体测量方法。












评论