
ABB变频器主从控制在工业上的应用
1 引言
本文引用地址:http://www.amcfsurvey.com/article/161042.htm近年来,随着我国自动化技术的迅速发展,工业自动化取得了长足的进步。变频器由于性能稳定、节能环保、性价比高,在工业各个领域得到了广泛的应用。其中,冶金、造纸等行业对电气控制系统的转速和转矩的动静态指标有着较高的要求,在转炉或纸机的电气控制上要求各部分驱动电机转矩或转速严格同步,否则,无法维持正常生产,产品质量难以保证。然而,在实际生产中,有许多因素都会干扰电机的同步控制,例如电网电压的波动、频率的变化、负载的突变、温度的改变等。因此,为了得到理想的同步控制效果,采用主从控制是比较好的解决方案之一。
2 同步运行方案的选择
工业中同一台设备或者同一条生产线的各个运动部分通常采用一台大功率电机或多台相对功率较小的电机分别拖动的方式,而这些不同的运动部分彼此间在运动速度、转矩等参数方面常常有配合协调关系,这就要求在各电动机的调速控制之间建立某种关系,这就是所谓的同步运行问题。
同步运行是变频调速在工业应用中比较复杂和要求很高的领域。正确选择同步控制方案,是在同步运行领域正确设计变频调速系统的关键因素。通常,同步运行主要可以采用以下三种方式实现。
2.1 单台大功率电机
对于大功率负载,一般选用一台大功率电机及相应功率的变频器组成其传动系统。相对于多电机电气传动系统,单台大功率电机传动系统由于只有一个传动速度,同步性能最优。然而,也正是由于该系统的唯一性,任何一个设备发生故障都将导致整个系统的停机,系统冗余性差,而且由于电机、变频器等电气设备的功率较大,维护困难,恢复时间较长。
2.2 群拖
用一台变频器带动多台电动机同步运行的方式,称为群拖。这时变频器的输出侧就成了供电母线,各电动机接受同频率同幅值的电压。在电动机规格相同时,彼此间总是运行在理想空载转速相同、斜率也大致相同的机械特性上,当负载大致一致时,实际转速也大致相同。
由于矢量控制和直接转矩控制都不能用于群拖方式,因此,群拖方式只能采用恒压频比控制方式。由于恒压频比控制方式的稳态和动态调速性能都不高,且低速时带载能力差,起动转矩低,一般应用于调速性能要求不高的场合。另外,群拖方式下,各电动机只是理想空载转速一致,而实际转速由机械特性曲线和负载力矩决定,因此,群拖方式下的各个电机转速并不能保证完全一致,同步性不高,故群拖方式只能用于同步运行要求不高的场合。
2.3 主从控制
2.3.1 主从控制连接方式
主从控制是为多电机传动系统设计,每台电机分别由单独的变频器控制,因此,主从控制可以采用具有转矩控制能力的矢量控制和直接转矩控制方法。利用这个高性能的控制算法,可在同步运行的机构之间建立合理的负载分配关系,充分发挥各电动机的转矩输出能力。主从控制连接方式一般有以下两种:
(1)主机和从机的电机轴通过齿轮、链条等进行刚性连接,如图1(a)所示。从机采用转矩控制模式,以使传动单元之间平均分配负载转矩,此时是由机械结构保证转速同步,由于每台电机分别由单独的变频器控制,保证了各电动机承担的负载分配合理,防止出现分配转矩严重不平衡,甚至彼此顶牛现象的发生。
(2)当主机和从机的电机轴采用柔性连接时,如图1(b)所示。从机应该采用速度控制方式,在这种情况下,机械结构已经不能保证同步运行的要求,由变频器组成的传动系统除了采用速度控制方式解决转速同步问题,同时还要利用转矩下垂特性实现负载转矩在各个电机上的平均分配。
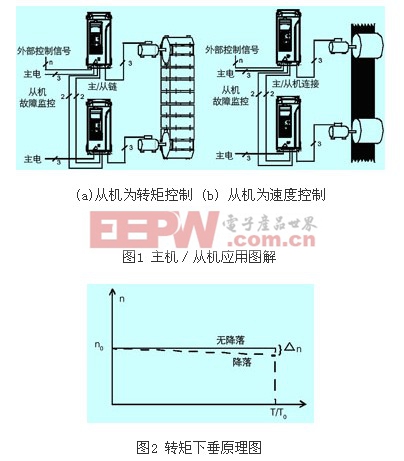
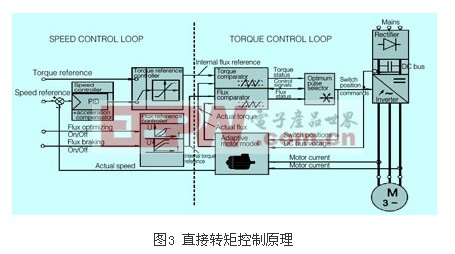
图2示出了转矩下垂功能原理:用参数规定额定负载转矩下的转速差,而系统根据实际转矩和给定转速决定实际的速度给定值,如式(1)所示。这样,系统根据转矩情况自动调整给定转速,具备了速度适应能力。因此,转矩下垂特性允许主机和从机之间存在微小的速度差。

式中,n为实际给定转速,n0为给定转速,δn为转速差,t为实际转矩,t0为额定转矩。
2.3.2 abb变频器主从控制原理及参数设置
(1) 主从控制原理
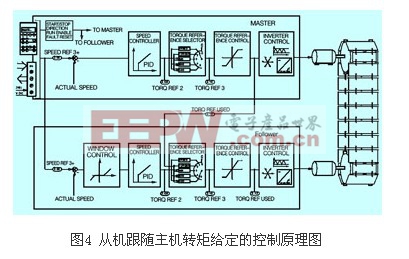
abbacs800系列变频器主从控制采用直接转矩(dtc)作为其核心控制原理。而直接转矩控制技术是在变频器内部建立了一个交流异步电动机的软件数学模型,根据实测的直流母线电压、开关状态和电流计算出一组精确的电机转矩和定子磁通实际值,并将这些参数值直接应用于控制输出单元的开关状态,变频器的每一次开关状态都是单独确定的,这意味着可以产生实现最佳的开关组合并对负载变化作出快速地转矩响应,并将转矩相应限制在一拍以内,且无超调,真正实现了对电动机转矩和转速的实时控制。控制原理如图3所示。
在主从控制应用中,外部信号(包括起动、停止、给定信号等)只与主机变频器相连,主机通过光纤将从机控制字和转速给定值、转矩给定值广播给所有的从机,实现对从机的控制。从机一般不通过主从通讯链路向主机发送任何反馈数据,从机的故障信号单独连至主机的运行使能信号端,形成联锁。一旦发生故障,联锁将停止主机和从机的运行。
主机发送给从机的的控制字是一个16位字,其中仅b3(run)、b7(reset)、b10(remote-cmd)使用,当从机参数10.01(ext1start/stop/dir)或10.02(ext2start/stop/dir)设置为comm.cw时,控制字命令有效。给定值是包括1个符号位和15个整数位的16位字,给定1为速度给定,给定2为转矩给定。在从机中,要将给定1定义为从机的外部速度给定,需将参数11.03(extref1 select)设置为comm.ref;要将给定2定义为从机的外部转矩给定,需将参数11.06(ext ref2select)设置为comm.ref。
图4为主机和从机为刚性连接时,从机跟随主机转矩给定的控制原理图。主机采用速度控制方式,即速度给定speedref3与实际速度actual speed相比较,通过pi调节器得到转矩给定值torqref3,该值经过频率限幅、直流电压限幅、功率限幅和转矩限幅后,得到最终的转矩给定值torq refused。该值和定子磁通给定值分别同相应的实际值在滞环比较器内进行比较,得到最优的pwm信号,最终通过驱动逆变器的开关器件达到调节转速的目的。主机速度环输出的最终转矩给定值torqref used同时作为从机的转矩给定值,实现主机和从机的负载转矩平衡分配。
由于从机采用转矩控制,其转速由主机速度和机械耦合度共同决定。当机械耦合紧密时,从机速度保持与主机同步;当由于机械原因导致耦合度变差时,从机实际负载转矩减少,来自主机的给定转矩torqrefused大于从机的实际负载转矩,从而引起从机转速的迅速升高,直到达到其转速的限幅值,如图5(a)所示。此时,从机由转矩控制方式转变为速度控制方式,速度给定值为转速限幅值。在工程中,为防止主从机速度相差过大,在从机的速度环节中增加了窗口控制功能。窗口控制原理如图5(b)所示。当从机转速超过窗口控制所设定的转速范围后,窗口控制功能激活从机转速pi调节器输出torqref2,该输出值与主机转矩给定值的和作为最终的从机转矩给定值torq ref used,保证从机转速限制在窗口限定的范围之内。
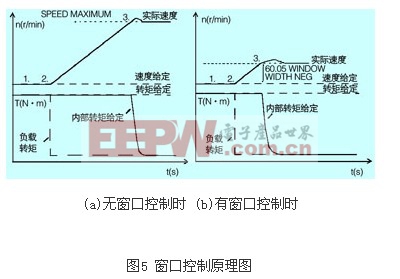
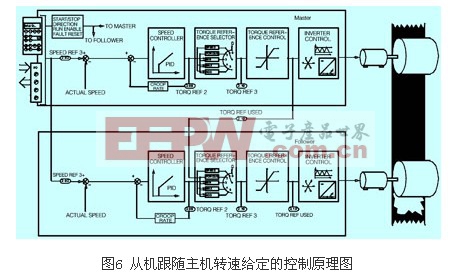
图6为主机与从机为柔性连接时,从机跟随主机速度给定的控制原理图。主机为速度控制方式,转速给定为speedref3。从机跟随主机的转速给定,给定值为speedref3,主机转矩给定值无效。在此控制方式中,主机和从机转矩下垂功能的使用保证了负载功率在主从机上的平均分配。当从机因摩擦力下滑等原因出现部分卸载情况时,从机输出转矩降低,在转矩下垂功能的作用下,实际给定转速略有升高,实际输出功率变化不大。此时,主机承受的负载增加,其内部输出转矩相应提高,而转矩下垂功能使给定转速下降,从而保证主机输出功率的平衡。当从机摩擦力恢复后,从机承受的负载增加,内部输出转矩相应增加,实际给定转速减少;主机承受负载减少,内部输出转矩相应减少,实际给定转速相应提高。由于转矩下垂功能的存在,主从机在一定程度上可以实现负载功率的平均分配。
(2) 主从机参数设置
abb acs800系列变频器主从机参数设置如表1~2所示,具体信息可参考文献[2]。
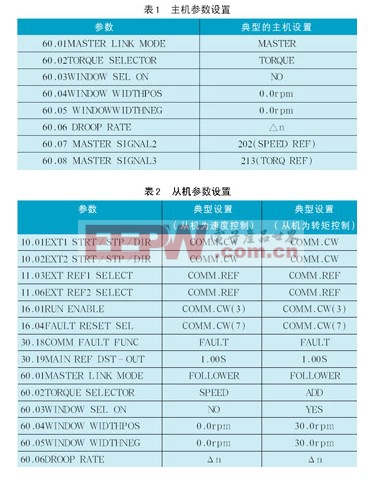
需要注意的是,当从机采用跟随主机转矩控制时,如采用窗口控制功能,参数组60.02应选择参数add,表示窗口控制对转矩控制模式下的从机进行速度监视。
在转速偏差在参数定义的范围内,从机遵循主机的转矩给定信号,窗口控制将会保持从机速度调节器的输入和输出为零。
若转速偏差超出窗口范围,窗口控制将误差传至速度调节器。速度调节器输出将会增加或减少内部转矩给定值,将转速限制在窗口定义的转速范围内。
3 应用主从案例分析
山西朔州中煤集团的皮带运输机采用两台大功率电机主从连接的传动方式,保证负载的分配平衡。由于应用场合的差异,该厂采用了两种不同的主从控制方式,即主机采用转速控制方式,从机采用跟随主机转矩和跟随主机转速的控制方式。传动系统参数如下:
电机参数:额定电压为660v;额定电流为720.9a;额定功率为710kw;额定转速为1448r/min;额定频率为50hz。
变频器:2 × acs800-07-1700-7
3.1 从机跟随主机转矩的控制方式
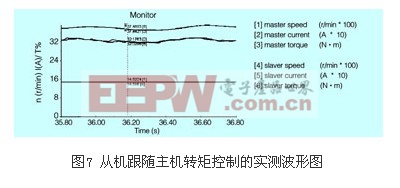
图7为两台电机通过同一个减速机同轴联结(刚性连接)的主从波形图。采用abb传动调试软件drivewindow监测主机和从机在工作过程中的转速([1]代表主机,[4]代表从机)、电流([2]代表主机,[5]代表从机)和输出转矩([3]代表主机,[6]代表从机)的波形。图7中的数值为相应的实测值。主机给定转速为1480r/min。由图可见,从机跟随主机的转矩输出,两电机分别输出额定转矩的约37.4%左右,负载分配基本平衡,两电机实际输出电流约为320a左右。由于主从机为刚性连接,主从机转速由机械结构保持同步,实际转速为1480r/min左右。
3.2 从机跟随主机转速的控制方式
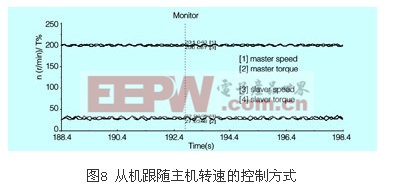
图8为两台电机通过皮带机同轴联结(柔性连接)的主从波形图。采用abb传动调试软件drivewindow监测主机和从机在工作过程中的转速([1]代表主机,[3]代表从机)和输出转矩([2]代表主机,[4]代表从机)的波形。图中的数值为相应的实测值。主机给定转速为200r/min。由图8可见,由于从机采用转速控制,从机转速保持与主机一致,维持在200r/min左右。由于系统为柔性连接,主从机所承受的负载转矩略有不同,因此,其输出转矩也略有差别,但基本维持在电机额定转矩的28%左右,两电机输出功率基本相同。
4 结束语
由以上分析可知,在工业应用中,针对同轴连接需要同步运行的场合,主从控制是一种最佳的选择方案,不仅能够保证多个同轴电机的同步运行,而且可较好地实现负载的均匀分配,减少了设备因不同步、负载分配不平衡而导致的系统故障和产品质量差等现象的发生,保证了生产的正常高效的进行。













评论