
基于PCC的CAN总线分布式生产控制系统
近来,由于环保意识与动物保护主义盛行,优质人造皮革在国际市场上受到了广泛的欢迎。因此制革机械近几年来得到了新的发展。尤其是湿法皮革生产线,为提高系统的精度和可靠性,目前大多厂商放弃以同步控制器,温度控制仪为主的传统实现方式。转而纷纷进入PLC 加触摸屏方式,或工控机加PLC 控制方式的格局。该生产线有100 - 150M 的长度。同时存在60 - 70 模拟信号。
本文引用地址:http://www.amcfsurvey.com/article/159913.htm因此为了降低成本,增加系统的可靠性。我们采用了PCC(计算机控制中心) ,加CAN 总线分布采集模块,触摸屏构成湿法皮革生产线的自动控制系统。
1. PCC 的概述
BR 的PCC 控制器采用分时多任务操作系统,因此可将控制要求分成多个任务( task) ,并且在一个扫描周期内同时执行;Windows 下编程环境Automatoin Studio 支持标准的C、Basic、梯形图、指令表、顺序结构图等六种标准的开发语言;根据需要可以在同一个项目中采用多种语言进行编程。同时,编程环境中包含丰富的函数库及功能块(Functionblock) ,大幅度减轻了开发人员的工作量。在本套控制系统中PCC的软件的开发中,我们主要采用了以C语言为主,梯形图为辅的编程方式。
CAN ,全称为“Controller Area Network”,即控制器局域网,是国际上应用最广泛的现场总线之一。起先,CAN被设计作为汽车环境中的微控制器通讯,在车载各电子控制装置ECU 之间交换信息,形成汽车电子控制网络。比如:发动机管理系统、变速箱控制器、仪表装备、电子主干系统中,均嵌入CAN 控制装置。CAN 是一种多主方式的串行通讯总线,基本设计规范要求有高的位速率,高抗电磁干扰性,而且能够检测出产生的任何错误。当信号传输距离达到10Km 时,CAN 仍可提供高达50Kbit/ s 的数据传输速率。
3. 系统的总介绍
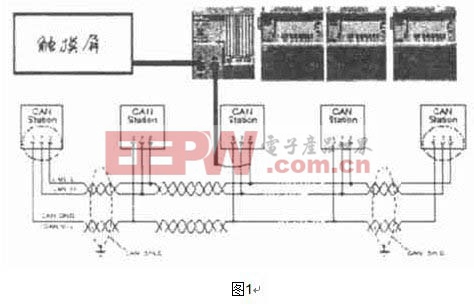
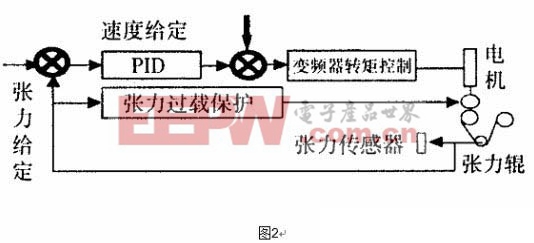
本系统由触摸控制屏、PCC、CAN 总线模块三部分构成。具体结构参见图1 。其中触摸屏主要完成工艺参数的设定,如轧辊的温度,系统的走布速率等;显示各轧辊的张力以及历史参数,显示系统的运行状态。包括变频器的电流,故障代码等。触摸屏RS232口与PCC的RS232 建立点与点的通讯。由PCC 拥有独创FARAME - DRIVE功能。因此,它几乎可以与所有RS232 的设备进行相互通讯。PCC 是生产过程的控制核心。主要功能是完成对各CAN 总线模块扫描,获得现场的温度及张力轧辊位置信号。并根据工艺参数的要求进行各种PID 运算后输出控制信号到CAV 总线输出功能块。其系统结构框图如图2.
4. 同步控制原理
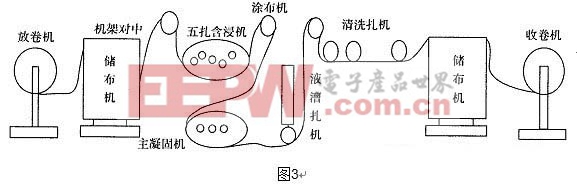
(1) 系统的传动线路图:系统放卷与收卷用力矩电机单独控制。整个系统的速度跟随主凝固机运动。主凝固机由一台5. 7KW 的矢量型变频器拖动。其给定信号采自于触摸屏的设定。其他各扎机分别31 台主频机拖动。每台扎机的速度保证与主凝固机同步。其结构框图如图3 所示。在保证张力恒定的情况下能保证系统转速的同步。为了加快调节时间加入前馈控制量速度设定,使系统在起动和速度升降过程中张力波动减少,在张力控制过程中一旦出现了张力过载,PCC 输出控制气阀抬起了压辊。张力恢复正常后又自动压上压辊,其控制策略采用双位控制。
(2) 温度控制:温度采用C 语言使用PID 函数,可以控制无限路温度调节。在该系统中,一般控制8 到10 路温控。由于采用的是C 语言,可以动态的定义当前有几路温控,普通温控表或PID 调节器难以进行准确温控; 而B R 公司智能温度PID 软件可以自动计算出不同温控所需要的PID 参数,使温度控制精确到±1 ℃。
5. PCC 的CAN 总线的特点与下位CAN 模块的通讯
(1) PCC 的CAN 总线的使用
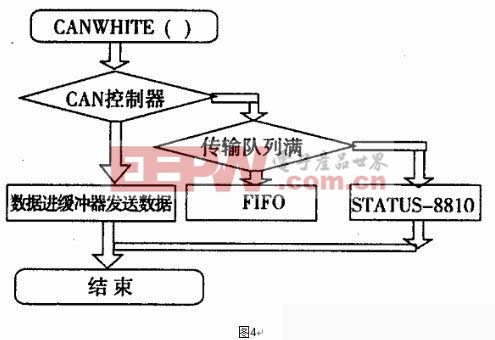
PCC 的CAN 帧最多可用8 个字节的信息进行读写。这部从通过调用CAN 函数库来实现。其中包括CONOPEN , CANWRITE , CANREAD ,以及SANTAB 和CANRWTAB.CANOPEN 函数包括完成对CAN 总线的初始化,需要注意的是CAN 总线的初始化必须包含在初始化例程INTI SP 中。CANOPEN ( 1 ,BAND - RATE ,COB - ANT ,ADR ( ERRO - ADR) , 0. , 0 US - IDENT ,STAFUS) 其中BAND - rate = 25 ,即代表波特功率为250K.US - IDENT 是调用CAN 初始化得到的到PCC 的CAN的ID ,在CAN 总线的读写过程都将用到该参数。CAN 总线的写信息通过在优先级较高的进程中采用CAN2WRITE函数,其函数参数定义如下:CANWRITE(BAND -RATE ,COB - ANT ,ADR ERRO - ADR ,0 ,0 ,US - IDENT ,STATUS ) ,enable = 1 ,us - idenf 为在CANopen () 初始化中建立的us - idenf .CAN - id 为数据目标CAN 模块有关的CAN 数据桢的ID.DATE - ADR 为发送数据模块的首地址。Date - iog 为发送的数据长度。其最大值为8.如果以CAN - id 为帧地址数据被成功发送则status = 0 ,反之status= 错误代码。其发送数据的流程如下:














评论