
扩频通信技术在遥控系统中的应用
引言
扩频技术是指用很大的频带宽度(与信号带宽的相比)来传输信息的技术。为了扩展发射信号的频谱,可使用不同技术对所传的信息进行处理,从而产生了不同的扩频调制类型。常见的扩频类型有:直接序列(DS)、跳频(FH)、跳时(TH)和线性调频脉冲(Chirp)等;另外,这些技术也常常组合起来使用,形成组合或混合类型的扩频技术。以此技术进行信号的传输便形成了扩频通信技术[1-3]。在许多施工现场,需要一种带有遥控调节的装置进行远距离操作。以在工业焊接的施工过程为例,目前常用的焊机遥控器是有线遥控器,即从焊机引出多芯控制电缆与遥控盒相连,通过遥控盒上的电位器和控制开关,实现对焊接规范参数的调节。多芯控制电缆长度一般在50至200米,焊工每次施工前后,都要布线、收线,不仅劳动强度大且使焊接现场混乱,不便于管理;另一方面施工现场环境较恶劣,多芯电缆很容易磨损或断裂,以致无法正常工作;同时过长的控制电缆增加了设备成本。本文利用扩频通信技术实现的电焊机用载波遥控器很好地解决了上述问题,它以扩频通信芯片SC1128为核心,通过单片机的控制巧妙地实现了焊接电流、推力电流、焊接方式等参数的设定、显示、传输。该遥控器无控制电缆,携带方便,便于施工现场管理 ;焊接电流和推力电流等参数采用数字显示,直观并且调整方便,可精确到1安培,焊机与遥控器之间距离200米以上仍可进行可靠的数据传输,克服了多芯控制电缆实际使用中的诸多缺点,实现了快速、高精度、灵活、多功能的信号传输控制,解决了远距离信号传输的不可靠性问题,同时提供了良好的人机互动界面。
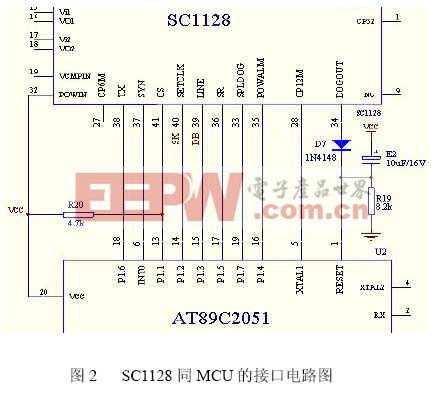
1 SC1128与单片机的接口
SC1128第28脚为电路工作主时钟的二分之一的晶振输出(其峰峰值约为4V),近似正弦波;32脚电压监测端;33脚看门狗输入端,正常工作时应该在768mS内产生一次高低电位变化;34脚看门狗输出端,与33脚配合,正常时输出低电平,否则输出三分之一占空比的复位脉冲;35脚与32脚配合,当电源信号低于监测值时,输出低电平,当高于监测值,则输出高电平;36脚收发控制端,0为接收,1为发射;37脚在发射和接收同步后产生同步脉冲信号,频率随工作主时钟和周波的变化而变化;38脚为输出发送和接收的数据;39脚为设置数据及状态的输入输出端;40脚为同步设置时钟输入端;41脚为片选输入端。
数据收发流程:
当发射状态时,单片机将SR端(36脚)置高,1128芯片发出同步头(37脚),单片机通过TX端(38脚)同步发送数据。
当接收状态时,单片机将SR端(36脚)置低,1128芯片若接收到数据,则产生同步头,通过TX端(38脚)将数据同步发送到单片机。
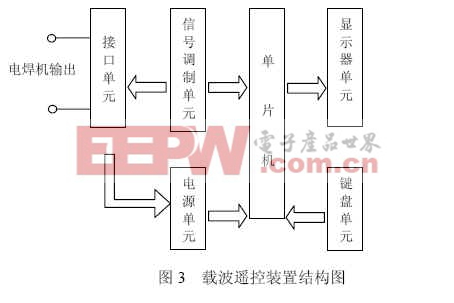
2 载波遥控器设计
单片机的结构和指令功能都是按工业控制要求设计,体积小、重量轻、价格低、功能强;而且数据大部分在单片机内部传送,运行速度快,抗干扰能力强,可靠性高。随着微处理器技术的发展,单片机的速度越来越快,功能越来越强[4]。结合扩频通信芯片SC1128的特点,充分发挥单片机的数据处理能力、逻辑判断能力和可编程的特点,结合软件设计,可完成载波遥控器的各种要求。
2.1载波遥控器设计要求
遥控器上可进行焊接电流、推力电流选择,氩弧焊、手工焊焊接方式选择,焊机关闭、启动选择及这些状态的指示;焊接电流、推力电流的设定值显示;实现焊接电流、推力电流的连续可调功能;最近一次操作状态的记忆功能;接收成功后的反馈信息显示功能。
2.2 硬件电路设计
电焊机相关文章:电焊机原理








评论