
基于PROFIBUS总线的涡轮增压器生产线数据采集系统的设计
1 引言
本文引用地址:http://www.amcfsurvey.com/article/151417.htm现场总线是信息技术、网络技术的发展在控制领域的体现,是自动化技术发展的热点之一。因其具有数字化、开放性、分散性以及对现场环境的适应性等特点而获得了非常广泛的应用。目前,已逐渐成熟并对工业自动化进程形成影响的主要有PROFIBUS,HART,LONWORKS,FF等等。其中总线是最为流行的现场总线技术之一,其产品广泛应用于工业、电力、能源、交通等自动化领域。PROFIBUS是德国于90年代初制订的国家工业现场总线协议标准,代号DIN19245。它是一种国际化的开放式现场总线标准,即EN50170欧洲现场总线标准。该标准为供应商和用户的投资提供了最佳的保护并确保供应商的独立自主性。PROFIBUS具体规定了串行现场总线的技术和功能特性,它可使分散式数字化控制器从现场底层到车间及网络化。PROFIBUS分为主设备(主站)和从设备(从站)。主站决定总线上的数据通信。当主站得到总线控制权时,不用外界请求就可以主动发送信息。从站为外围设备,典型的从站包括:输入/输出装置、阀门、驱动器和测量变送器。它们没有总线控制权,仅对接收到的信息给予确认或当主站发出请求时向它发送信息。
2 方案分析
增压器实际上是一种空气压缩机,通过废气压缩进入空气来增加进气量。当发动机转速增快,废气排出速度与涡轮转速也同步增快,叶轮就压缩更多的空气进入气缸,空气的压力和密度增大可以燃烧更多的燃料,相应增加燃料量和调整一下发动机的转速,就可以增加发动机的输出功率。由于涡轮增压器安装在发动机的进排气歧管上,处在高温,高压和高速运转的工作状况下,其工作环境非常恶劣,工作要求又比较苛刻,因此对增压器的装配技术要求很高。其中对压气端间隙、涡端间隙、轴向间隙、整体动平衡、整机检漏和放气阀开启压力和位移几个参数的误差要求控制在十几个甚至几个丝之内。如用传统的电气仪表难以达到精度要求,同时抗干扰能力差;而且让工人手工记录并判断是否在误差范围之内,将大大降低工作效率。这正给Profibus现场总线提供了用武之地。Profibus 将底层检测设备组成网络,实现多点数字通信,同时和上位机组成网络,为上位机提供数据支持;上位机将误差范围作为各个工位的工艺参数下载到各个工位,同时将数据放入指定的数据库中,供各种查询和技术分析之用。下面是某增压器厂的装配线数据采集系统。
3 系统结构
根据现场情况,我们采用西门子公司S7-400型承担信号采集工作,又根据现场将要采集的信号位置分散的特点,采用了西门子公司Profibus现场总线中的远程I/O即DP技术。各传感器信号就近接入Profibus子站,这样可以最大限度的减少现场接线工作,并且因为走线距离短,可以减少信号衰减和各种干扰对信号的影响。
系统的主干网络采用Profibus网络, Profibus现场总线网络共有三种协议方式,分别为FMS,DP和PA。我们本次应用的为DP方式。DP网络结构为主从结构,一条DP网可包含一个主站和最多126个从站, 网络传输距离在不使用中继器的情况下可达到1000米,传输速率从9.6Kbit/S一直到12Mbit/S可选。网络传输速率达到12Mbit/S 时其传输距离最长为100米。
3.1 系统网络选型
考虑到上位机和上位机、上位机和主PLC、主PLC和从PLC进行信息交换,整个网络系统由三层组成:
管理网络(MIS):采用基于TCP/IP的以太网,上位机和上位机之间的连接。
MPI网络:采用通讯处理卡将主PLC和上位机相连。
DP网络:这是最底层的网络,将分散的数据采集站点连接起来,即主PLC和从PLC、触摸屏之间的连接。
拓扑结构:现场的服务器是连接以太网和工控网的桥梁,它通过3COM交换机与以太网连接。
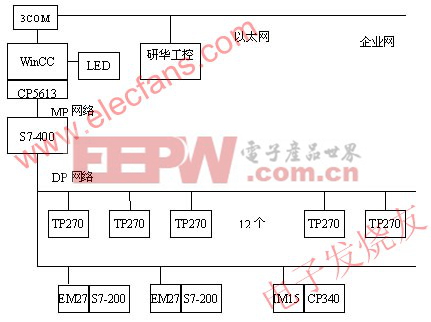
图1 系统的网络结构图
整个监控系统的网络结构如图1所示。










评论